* A Distributed Proofreaders Canada eBook *
This ebook is made available at no cost and with very few restrictions. These restrictions apply only if (1) you make a change in the ebook (other than alteration for different display devices), or (2) you are making commercial use of the ebook. If either of these conditions applies, please contact a FP administrator before proceeding.
This work is in the Canadian public domain, but may be under copyright in some countries. If you live outside Canada, check your country's copyright laws. IF THE BOOK IS UNDER COPYRIGHT IN YOUR COUNTRY, DO NOT DOWNLOAD OR REDISTRIBUTE THIS FILE.
Title: Practical Graining and Marbling
Date of first publication: 1902
Author: Paul N. Hasluck (1854-1931)
Date first posted: Aug. 28, 2014
Date last updated: Aug. 28, 2014
Faded Page eBook #20140895
This ebook was produced by: Ron McBeth, David T. Jones, Paulina Chin & the online Distributed Proofreaders Canada team at http://www.pgdpcanada.net
Practical Graining
and Marbling
With Numerous Engravings and Diagrams
Edited by
PAUL N. HASLUCK
Honours Medallist in Technology
CASSELL AND COMPANY, LTD.
London, New York, Toronto and Melbourne
1914
First Edition November 1902.
Reprinted 1904, 1906, 1907, 1910, 1911, 1914.
ALL RIGHTS RESERVED
This treatise on Practical Graining and Marbling is issued in the confident belief that it is not only thoroughly practical and reliable, but is so simply worded that even inexperienced readers can understand it. Should anyone, however, encounter unexpected difficulty, he has only to address a question to the Editor of Building World, La Belle Sauvage, London, E.C., and his query will be answered in the columns of that journal.
| I. | Graining: Introduction, Tools and Mechanical Aids | 9 |
| II. | Graining Grounds and Graining Colours | 29 |
| III. | Oak Graining in Oil | 41 |
| IV. | Oak Graining in Spirit and Water Colours | 52 |
| V. | Pollard Oak and Knotted Oak Graining | 58 |
| VI. | Maple Graining | 66 |
| VII. | Mahogany and Pitchpine Graining | 71 |
| VIII. | Walnut Graining | 77 |
| IX. | Fancy Wood Graining | 87 |
| X. | Furniture Graining | 92 |
| XI. | Imitating Woods by Staining | 97 |
| XII. | Imitating Inlaid Woods | 102 |
| XIII. | Marbling: Introduction, Tools, and Materials | 122 |
| XIV. | Imitating Varieties of Marble | 129 |
| Index | 156 |
PRACTICAL GRAINING
AND MARBLING
Graining is eminently an English art, for in this country it was first practised, and here it has attained the greatest perfection. A painter takes pride and pleasure in executing a good specimen of graining; and the imitation of the graining of expensive and high-class woods is still a favourite method of embellishing woodwork that is subjected to hard wear. Such work always cleans well, and when re-varnished looks, even after many years’ service, as pleasing as new work. No kind of plain painting wears so well or lasts so long. This durability, and the effective appearance of the work, account for the general popularity of graining.
Graining as a distinct branch of house decoration has been successfully practised for more than a hundred years, although it did not arrive at the zenith of its popularity until about fifty years ago. At that time, the efficient imitator was regarded as somewhat of an artist, and as such gained royal patronage. There still exist marble imitations which, under the personal direction of the late Prince Consort, were executed upon the walls of certain portions of Buckingham Palace nearly fifty years ago. More recently—perhaps in consequence of the disapproval of the art by the late John Ruskin, who wrote that “There is no meaner occupation for the human mind than the imitation of the stains and striæ of wood and marble”—the adoption of graining or marbling in the embellishment of a building came to be considered as an exhibition of artistic ignorance. At the present day, however, this disfavour has largely abated. It is the opinion of decorative artists of the front rank that 10 such imitations are permissible and commendable, provided they are introduced consistently with utility and common sense—that is to say, where the genuine article could properly be used. No unbiassed person of intelligence will deny that this is a rational view of the matter, since, if graining and marbling be objected to solely on account of their being “shams,” what must be thought of cheap wood stained to imitate a costly one, of plaster imitations of carved stonework, or of a picture frame treated to represent gold? All three are undeniable “shams,” but yet have universal approbation. Therefore, provided graining is done from nature, is governed by taste, and represents an effort to reproduce the beautiful in nature, there seems to be no reasonable objection to the work. Depth, grace, vigour of execution, variety, fidelity to nature—indeed, every artistic virtue can be applied to good graining.
From a practical standpoint, graining can be recommended; in some situations where paint is subject to unusual wear and tear, graining will be found not to show marks, to stand handling, being protected by varnish, and to clean down well; it can be touched up and re-varnished every two or three years, and will look well to the last.
Certain general and easily recognised characteristics are common to all good graining. Besides variety and contrast in the figuring, and in the transparency and brightness of the colour, there is a “woodiness”—which may range from tender and delicate to strong and bold—that instantly claims the observer’s attention. The power of representing the general characteristics of a wood is obtained only by constant practice with natural examples as guides. The transparency of colour and the woody effect, which are part of the charm of all woods are due, in grained work, to the method of working. To be successful as a grainer, therefore, it is necessary not only to be master of the processes, but to observe closely specimens by masters of the craft, and to assiduously practise from pieces of natural wood.
A close study of the genuine woods is essential to the production of good work. The student cannot do better than obtain selected veneers of a variety of woods such as mahogany, satinwood, maple, and walnut. These may be mounted on panels of pine so as to preserve them, and it is advisable 11 to polish them and at the same time to study the characteristics of each wood. As regards oak, it is better to obtain a solid piece of good figured English oak; for after mastering the growth and nature of the lights or cross markings, a thin shaving can be removed from the surface and another aspect of the growth presented. It is one of the peculiar charms of a panel of figured oak, that with every planing some variations in the markings is made apparent.
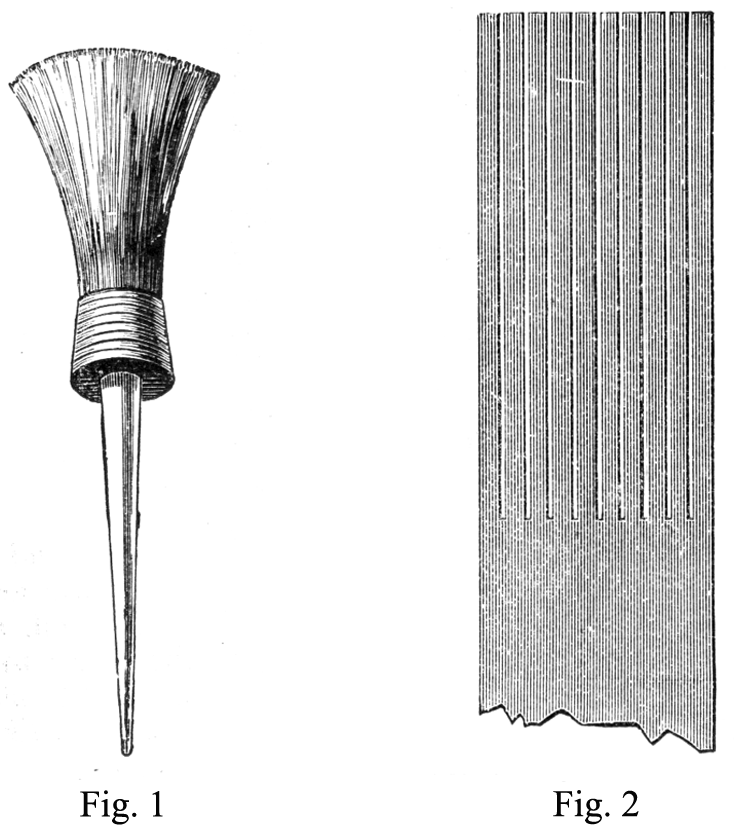
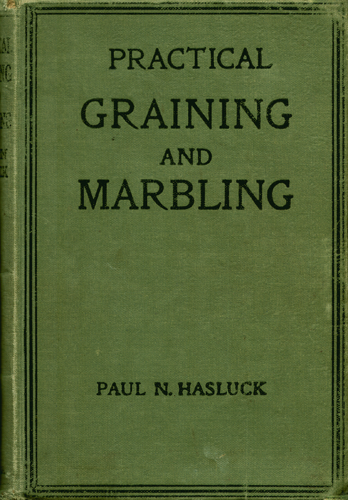
Fig. 1.—Dusting Brush.
Fig. 2.—Steel Graining Comb.
For the practice of graining, some of the house painter’s usual tools are necessary, as well as a few special ones. The ordinary dusting brush (Fig. 1) must be obtained.
Steel combs (Fig. 2) are indispensable in oak graining; the combs can be purchased either separately, or in sets that contain combs of different sizes and degrees of coarseness. They are sold singly in widths varying from 1 in. to 4 in., 12 and are usually made with six, nine, twelve, or fifteen teeth to the inch. The sets, as usually retailed, consist of three combs each of 1 in., 2 in., 3 in., and 4 in., each of these sizes being made up of coarse, medium, and fine combs. If the cost prohibits the buying of a complete set, three varieties of 4-in. combs and two small ones will have to suffice.
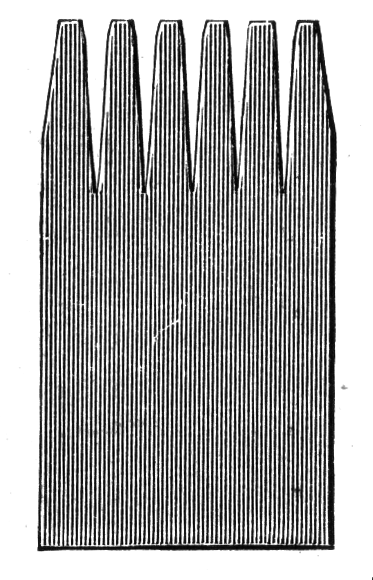
Fig. 3.—Leather Graining Comb.
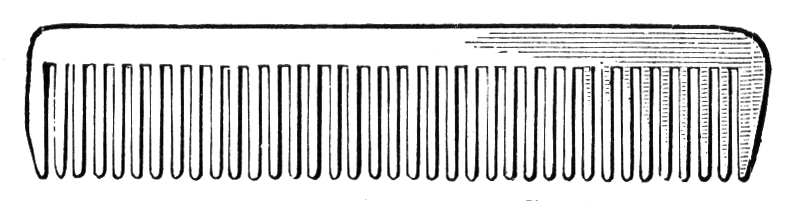
Fig. 4.—Hairdresser’s Comb.
Combs also are of bone, leather, indiarubber, and cork, and the three last mentioned may be made by the grainer himself. A sound piece of stuff should be selected, about 1/8 in. thick and from 1 in. to 4 in. long, and the spaces to form the teeth, which should be of a suitable size, are cut out with a sharp chisel or penknife, the teeth being shaped like the letter V and not less than ¼ in. deep. In some of these combs the teeth are not cut very deeply into the material; they are mere notches, which can be deepened as the points wear away. Flexible combs give a soft effect, and make a cleaner combing than steel combs; although steel ones give sharpness and a broken effect to the lines, yet they are inclined 13 to leave a jagged edge. After the broad leather comb has done its work, the finer steel comb is used to cut and break up the colour. The lines in graining are always irregular. Fig. 3 illustrates a leather comb; this costs about the same as a steel one. Two or three of these, varying in size, should be obtained.
The more familiar hairdresser’s comb (Fig. 4), though not indispensable, is a useful tool for dividing the long hair of a thin overgrainer when it is charged with water-colour. It costs only a few pence, and it is as well to obtain it. Some workmen divide the hair of overgrainers with their fingers.
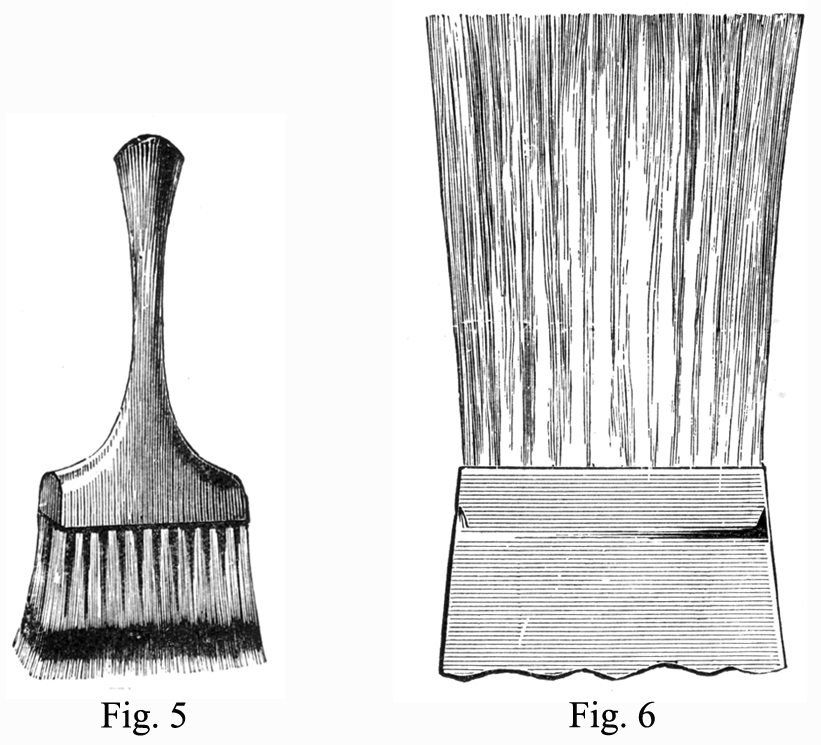
Fig. 5.—Badger Hair Softener.
Fig. 6.—Overgrainer for Oak.
One of the most expensive of the grainer’s tools is the badger hair softener (Fig. 5) or “badger,” as it is usually termed. A 3½-in. or 4-in. badger of the finest quality will cost many shillings, but will last for several years. Brushes 14 of inferior manufacture sold at half the price have comparatively little hair, and that which they have has scarcely any spring, is of varying length, and is almost useless for the particular purpose required. The object of using the badger is to make light strokes with the tips of the hair.
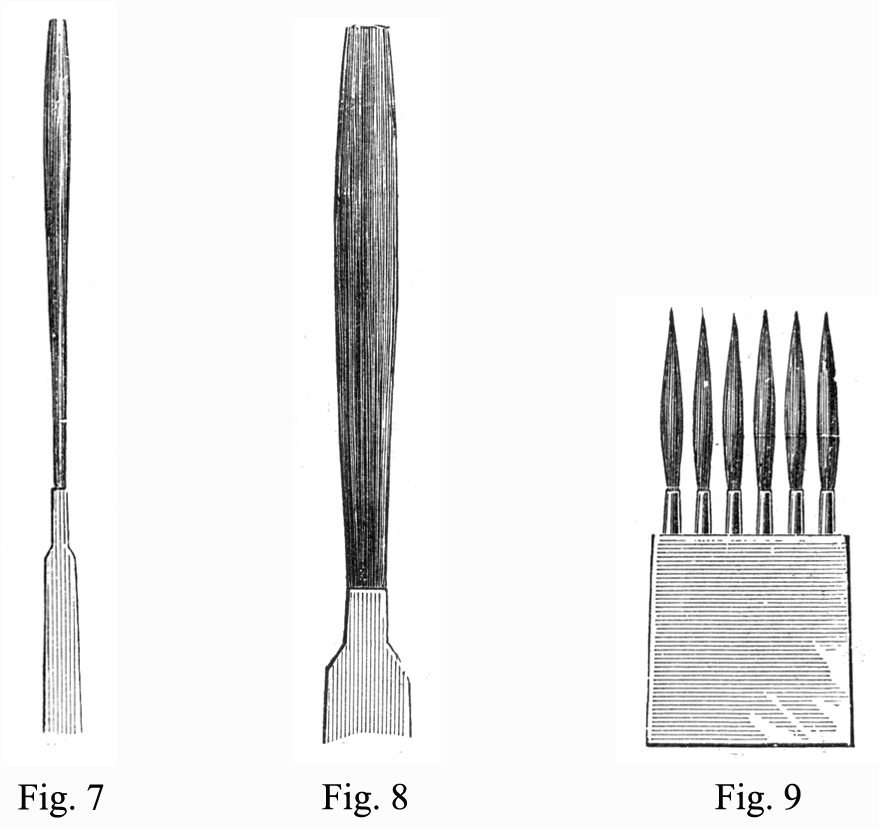
Figs. 7 and 8.—Overgrainers for Oak.
Fig. 9.—Sable Overgrainer.
Overgrainers are made in several varieties—such as the castellated, the knotted, and the flat hog-hair—some workmen preferring one kind, and some another. For the fine wavy hair-line seen in bird’s-eye maple, is used a sable tube overgrainer, which is like a number of long sable pencils that have been fastened together in a row with a space between each. This overgrainer gives a number of fine lines at one stroke, and by holding the brush at different angles the distances between the lines may be varied. 15
Two each of the kinds of overgrainers here illustrated will be suitable. Overgrainers for use in imitating oak are shown by Figs. 6, 7, 8; a sable overgrainer by Fig. 9, and a hog-hair overgrainer by Fig. 10.
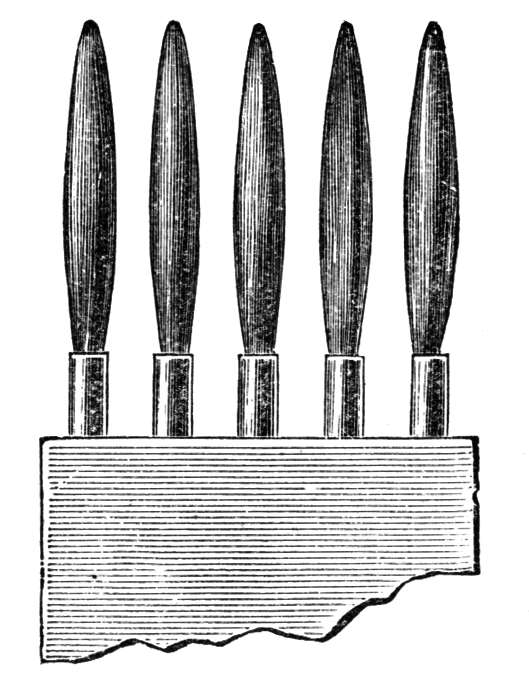
Fig. 10.—Hog-hair Overgrainer.
Mottlers differ from overgrainers in the fact that the latter are comparatively thin, whilst the former are thick. For some purposes a worn-down stumpy mottler is the best. Some mottlers are made of camel-hair for maple graining, and have a bevelled edge, but they are generally made of hog-hair. There are many kinds in use. Thin mottlers are illustrated by Figs. 11 and 12; medium and thick ones by Figs. 13, 14, and 15; and camel-hair mottlers by Figs. 16 and 17.
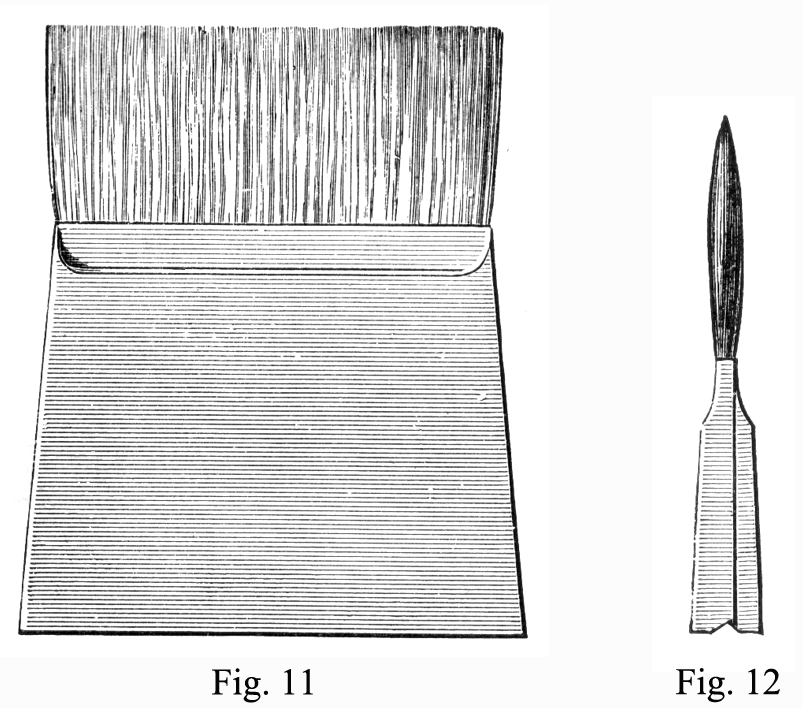
Figs. 11 and 12.—Thin Mottlers.
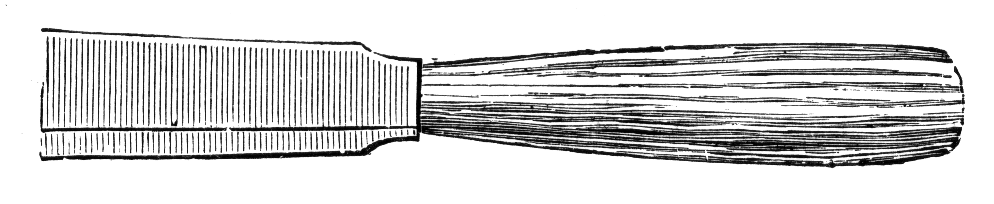
Fig. 13.—Medium Mottler.
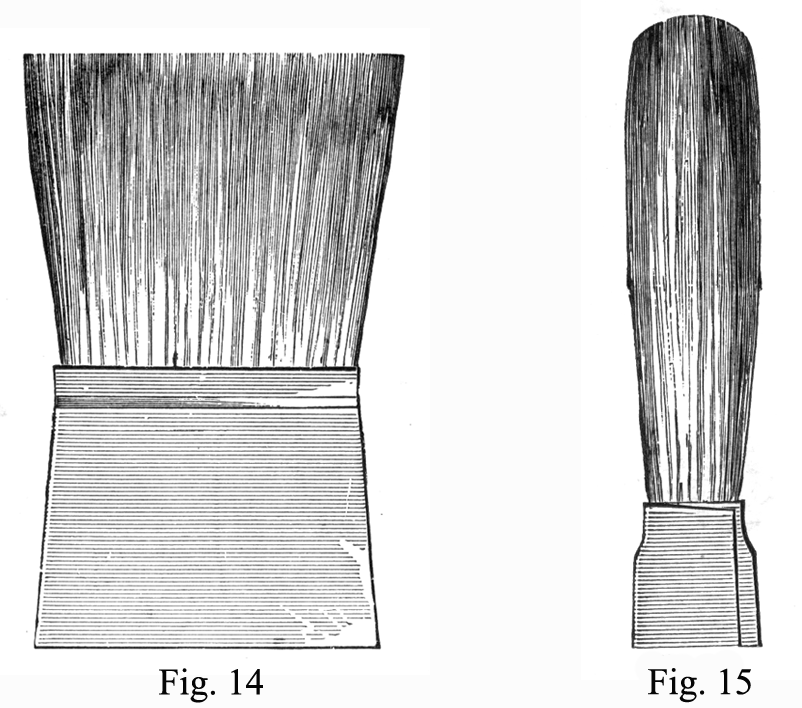
Fig. 14.—Front View of Mottler.
Fig. 15.—Thick Mottler.
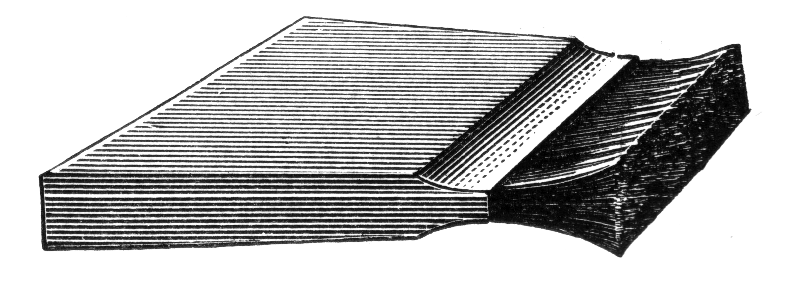
Fig. 16.—Camel-hair Mottler.
Other brushes that will be required are a maple-hair shader, Fig. 18; a dotter, Fig. 19; a veining fitch, Fig. 20; and a goose sable pencil, Fig. 21. Flat hog-hair fitches (Nos. 2, 6, and 9) will be required for figuring; old fitches are also useful. It is hardly necessary to add that in order to get a variety of effects a variety of tools is indispensable. The markings in oak often are done by means of a piece of rag stretched tightly over the thumb-nail; or a protection to the thumb-nail can be made by softening in hot water a piece of 16 gutta-percha, which is then easily fitted to the thumb, and, when dry, can be trimmed to the proper shape with a sharp knife. Or, instead, a piece of thin bone, called the thumb-piece (Fig. 22), is used as a substitute for the thumb-nail. The thumb-piece is covered with a soft linen rag, and is far more pleasant than the thumb-nail to work with in wiping out the lights. The objection to using these aids is that they are liable to leave accumulations of colour on the edges of the markings. A square piece of gutta-percha can be used to take out the lights, and a piece of rag, folded two or three times and then rolled, is useful to blur the markings so as to prevent a hard and cut-out effect.

Fig. 17.—Camel-hair Mottler.
Fig. 18.—Maple-hair Shader.
Fig. 19.—Dotter.
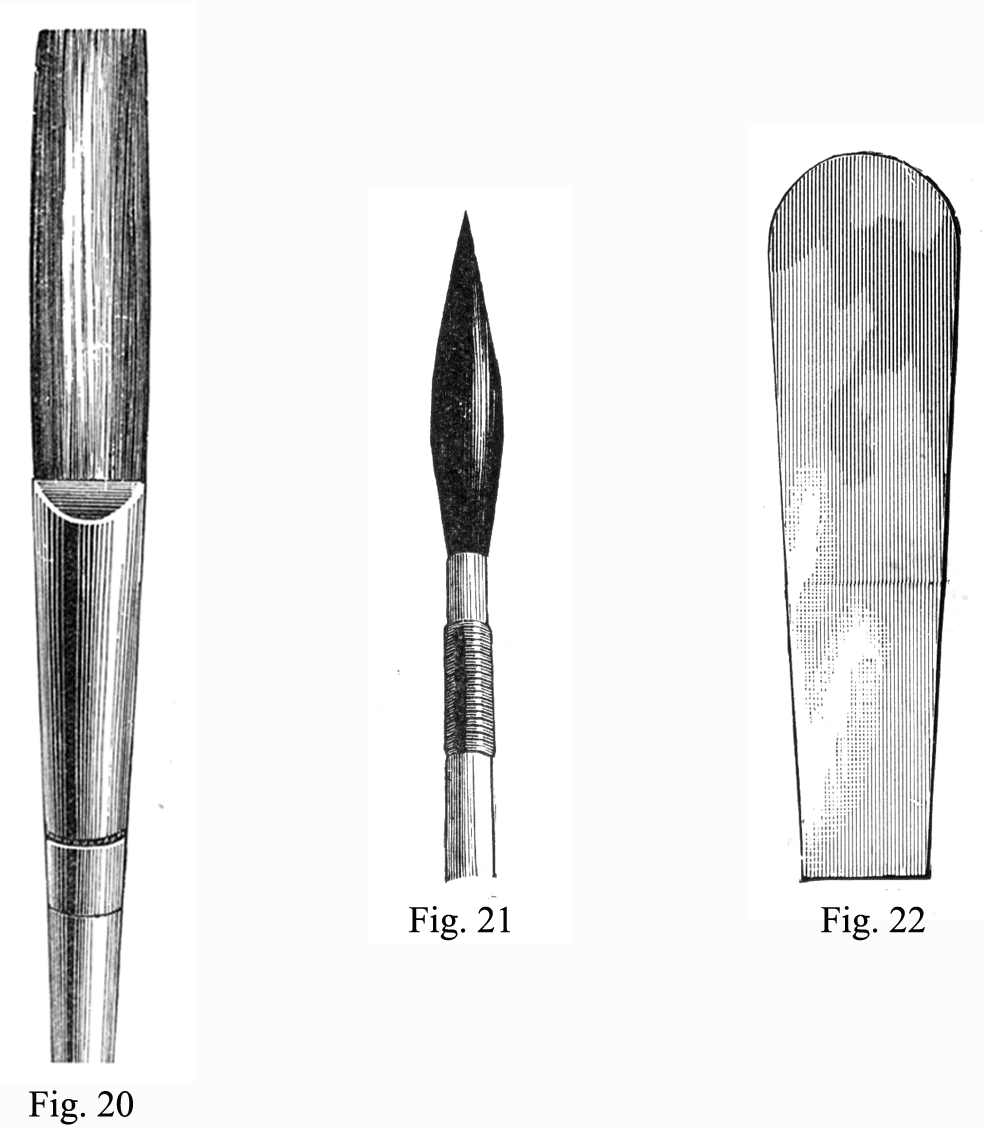
Fig. 20.—Veining Fitch.
Fig. 21.—Goose Sable-hair Pencil.
Fig. 22.—Bone Thumb-piece.
A brush with which to spread the oil-graining colour will be required. A medium paint tool will answer best for the practice board, but for larger surfaces a nicely worn-in paint brush is necessary. A chamois washleather and soft rags are required for wiping out lights.
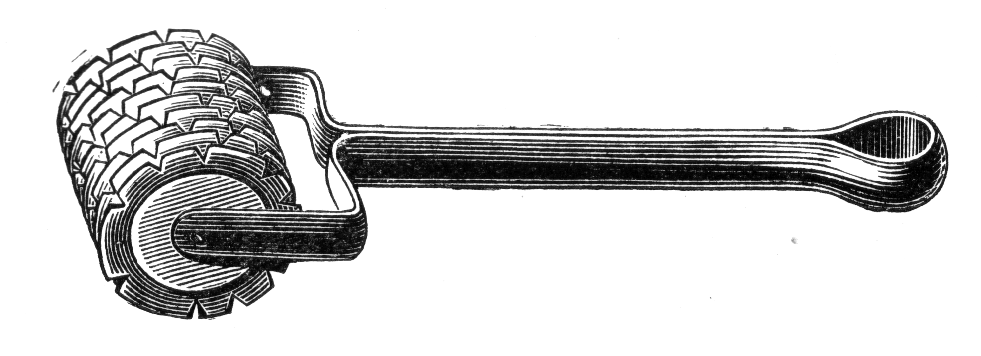
Fig. 23.—Oak Combing Roller.
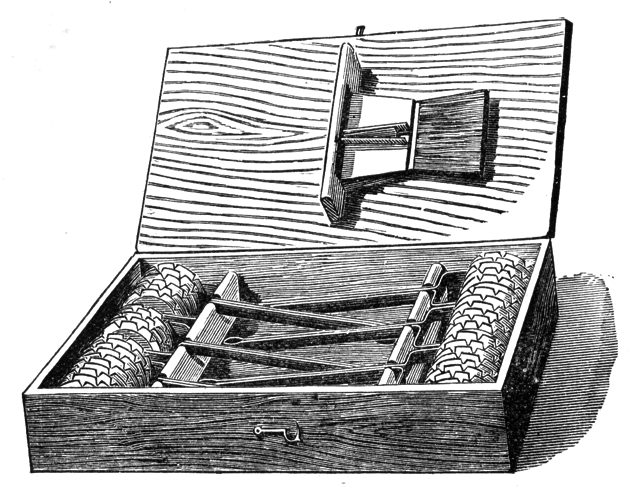
Fig. 24.—Box of Oak Combing Rollers.
Mechanical aids in the hands of a skilful man are useful, but their tendency, so far as masters of the art are concerned, 18 is to fetter and hinder artistic production. A very useful mechanical help is the over-combing roller, by which are imitated the irregular markings characteristic of many woods. Oak combing rollers (Figs. 23 and 24) are the most serviceable of the mechanical aids. They have iron handles, in which are fitted the small axles on which the metal discs revolve. The discs usually are of sheet zinc, being stamped out in circular form, and afterwards notched around the circumference. Each of the discs is placed upon the axle, and they revolve loosely and independently of one another. Fig. 25, illustrates the feeding brush used with these rollers; a good substitute for this is a worn paint tool of a size between Nos. 9 and 12 (Fig. 26). When working with this roller, the oil graining colour is spread in the usual way, as will be described later on, and the lights and half-tones are wiped out. When dry, the grain is put on by using a thicker and darker graining colour. The feeding brush is charged with colour, and then held against the handle of the roller by the left hand, whilst the roller is held with the right hand. The two hands then cause the roller to travel along the surface of the work, the edges of the metal discs transmitting fine irregular lines. 19 Of course, in those places in which the lines have been wiped out, the pore lines made by the roller must be cleaned away with rag, whilst they must also be softened off lengthways with a badger or large dry tool. Care must be taken to obtain clean sharp rolling, which must also run at the natural angle of the grain. These rollers can be used with both distemper and oil colour. Different sized 20 rollers are used to give variety in the figure. It must be remembered that these rollers can be used as helps only; the work must be finished by hand.
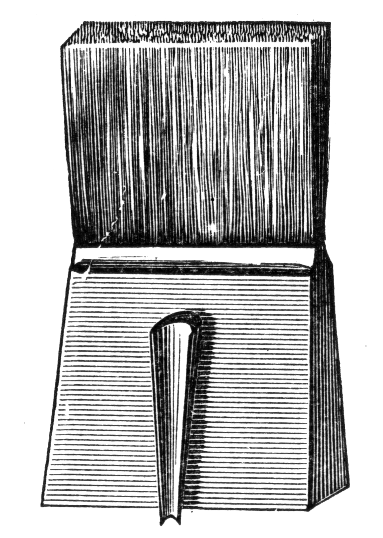
Fig. 25.—Brush for Feeding Roller.
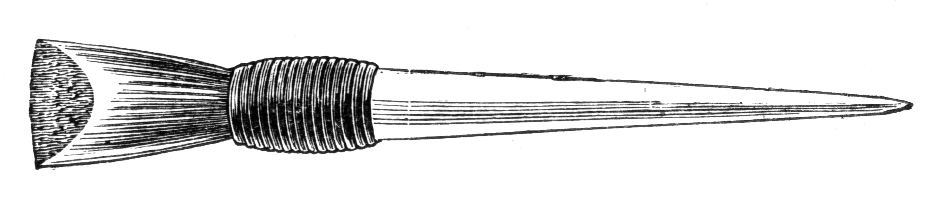
Fig. 26.—Worn Paint Tool.
Patent-graining rollers have been in the market for many years. As shown by Fig. 27, a frame having a wooden handle is fixed to a revolving cylinder, the surface of which is covered with prepared leather. The pattern of the figure is conveyed to the face of the leather, which then is cut away, leaving the pattern in relief. The piece of leather on 21 which the pattern is inscribed is fastened along one end only by the roller, and is long enough to go round the roller two or three times. When in use, the loose outer end is pressed against the top of the panel and the leather then unrolled against the work. The right hand works the tool, whilst the left manages the loose end of the leather. An oak graining roller is shown in use by Fig. 28. For imitating Spanish mahogany and similar woods, the roller is made smaller in circumference and much longer than that for oak (see Fig. 29).
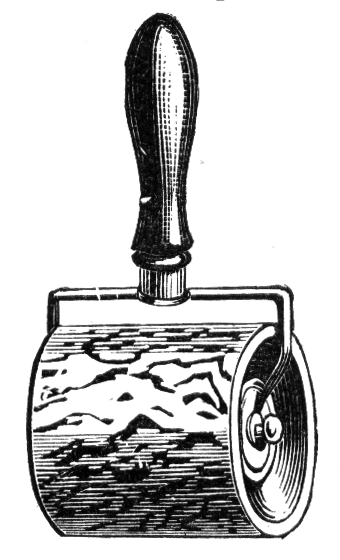
Fig. 27.—Oak Graining Roller.

Fig. 28.—Oak Graining Roller in Use.
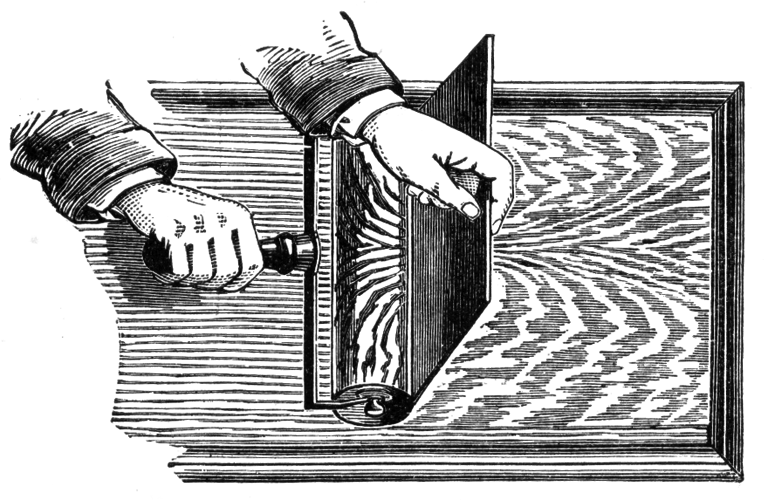
Fig. 29.—Mahogany Graining Roller in Use.
Another mechanical aid is transfer graining paper, and some people certainly could do better graining by using this paper than by executing the work by hand. The method of using the paper, briefly, is first to prepare the ground, then damp the paper, lay it on the ground, and pass over it a roller or hard brush. It is better to turn the paper reverseways sometimes so as to avoid repetition of figure. Full instructions as to how to use the paper are given when purchasing it.
Engel’s transfer graining paper is made after the fashion of the coloured transfers which are sold ready for transferring to any material, and are so prepared that the grains of oak, walnut, maple, ash, mahogany, rosewood, etc., as well as many kinds of marble figure, can be transferred to surfaces painted in the ordinary way, the back of the paper simply being wetted. The ground having been prepared, cut the transfer paper a little larger than the size required, place face downwards on a dry, clean table, and wet the back well and evenly with a moist sponge, taking care not to get an excess of water to stand on the back of the paper. Let the paper soak for three or four minutes until the grain print begins to get glossy. Wet the surface to be grained with a sponge, distribute the water well over it by rubbing with a stiff hair brush, so that the surface becomes evenly damped, but not too wet, place the transfer paper without creases face downwards on the moistened surface, rub the back well with the same brush, peel off the paper, and while wet go over the grained surface with a badger softener at once. The paper will make four or five impressions while wet. Instead of moistening the work before applying the paper, the surface of the paper itself may be damped, not wetted. The operator is advised to use stale beer instead of water for wetting the paper, or a mixture of equal parts of stale beer and size water. After the grain is perfectly dry, it should be smoothed over with worn glass paper, and boiled linseed oil applied by means of a rag. 23 When dry, the graining and the surface to which it has been applied should be varnished in the usual way. Graining by this means is as rapid as it is simple, for, after a little practice, inexperienced hands—that is to say, hands who cannot grain or marble in the usual way—can use the sheets, and with them do the work twenty times more quickly than any workman can grain by hand. The manufacturer says the designs are impressed on the paper from natural woods and marbles, and that the finished work is scarcely distinguishable from the wood or marble it represents. The process is very cheap.
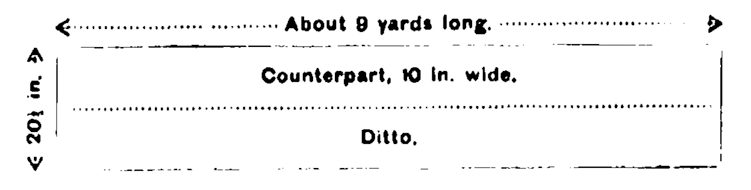
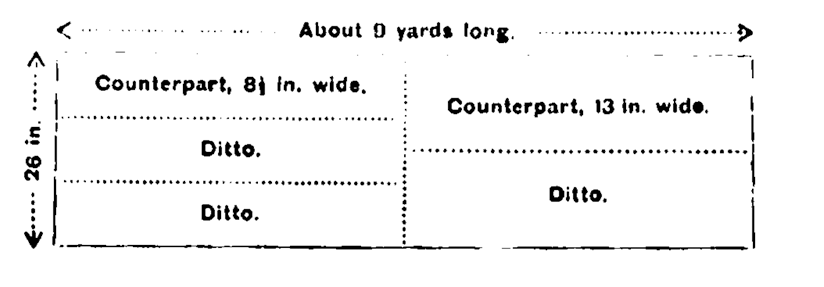
Engel’s transfer paper is sold in rolls of about 9 yds. long in two widths—20½ in. and 26 in. The rolls 20½ in. wide are made in one continuous grain of 20½ in., and also in two counterparts, each of 10 in. wide, as shown in the accompanying diagram:—
It is mentioned above that nearly all kinds of wood can be obtained in transfer, but walnut, mahogany, or rosewood require over-glazing. This over-glazing should be done after the first coat of varnish has been rubbed down, and before the second varnishing. The glaze should be applied in the usual way, and be treated with a mottler. Mouldings and stiles 25 must be combed, as a door does not look well with both stiles and panels figured over with the same pattern; nor is it convenient to apply the paper on any but a flat surface. The least expensive papers are those which represent woods that do not require overgraining. For oak the combing has to be done in the usual way before the paper is applied, care being taken not to move the combing except at the figure.
With regard to which makes the cheaper and better job—that done with graining colour or that done with transfer graining paper—this depends on the skill of the worker. A good grainer soon covers large surfaces with beautiful figures, but for a small job, such as a door, the transfer makes a fine effect. In making the transfer paper, the wood itself is 26 photographed in the first place, so that by the use of the transfer paper an accurate and “woody” effect is obtained in the finished work. Care is required in the application of the paper.
Engel’s new stencil graining plate is produced as a companion to the transfer graining paper, and it affords a means whereby the grains of various woods can be imitated in oil colours as well as in distemper. The stencil plate is adjusted to the surface to be grained—which has received a preparatory dressing of linseed oil—and the graining colour is applied very sparingly with a stencil brush. The graining is then gone over with a badger softener, and when dry the work is ready for varnishing. The plates are made without the usual keys common to ordinary stencil plates, the material of which they are formed being connected and strengthened by a fine network, which, however, offers no impediment to the stencil brush doing its work completely. If reversed, the plates will produce their exact counterpart; moreover, as they match when placed end to end or side to side, the grain can easily be continued without showing the join should the work be longer or wider than the plate employed. Heavy-grained woods, as rosewood, walnut, and mahogany, should always be done in oil colour, but for the lighter woods water colour may be used. The plates are made each 3 ft. 7½ in. long, in three widths, namely, 6¾ in., 9 in., and 12 in. respectively, and are adapted for imitating the grains in oak, walnut, mahogany, ash, and maple.
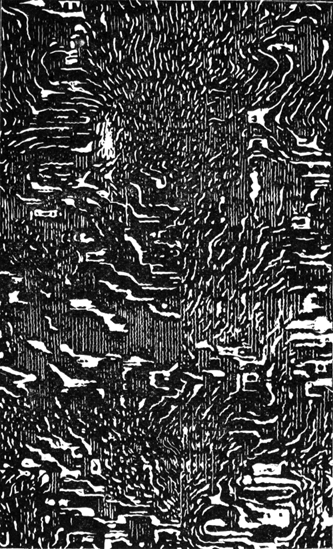
Fig. 30.—Figured Oak executed with Gransorbian.

Fig. 31.—Sap Oak executed with Gransorbian.
Another kind of graining paper is of the Gransorbian or photo-graining type, which comprises a number of designs of popular woods, each pattern being 6 ft. 6 ins. long and 2 ft. wide without a repeat. Similar paper, under other names, is now obtainable. Such paper has an absorbent surface in relief, so that when pressed upon the work it takes up the colour in much the same way as do the graining rollers. The user of these materials commands a good selection of figure, each pattern being 78 in. long by 24 in. wide. For oil graining it can be used from twelve to sixteen times; for graining in water colour, from sixteen to twenty times. Photo-graining paper for graining in imitation of nearly all the principal woods may be obtained. When graining oak, the ordinary combing process is employed on the stiles of a door, but the 27 28 panels and the lock rail, if of sufficient width, are best treated by evenly laying on the paper, which is cut to size, and brought into contact with each panel, and a small roller pressed over the back. The paper, being so very absorbent, should not touch the work until it is in the exact position for rolling. Fig. 30 shows a sample of figured oak, and Fig. 31 a sample of sap oak, executed with the help of Gransorbian paper.
It must be understood that such aids as rollers, transfer and absorbent pairs, stencil plates, etc., are mentioned on their merits alone, and their use is not in any way recommended as being superior to good hand work. At the best they produce slavish copies, mere duplications of the originals, and these are hardly specimens of the painter and grainer’s art. The instructions in the following pages will be concerned only with the production of graining and marbling by approved hand methods. 29
The art of graining consists in working transparent colour over an oil ground, the ground being of a colour that will match the lightest tone in the markings on the wood. The transparent colours used for the general markings match the colours in the real wood, and are applied with large brushes; the effect is further assisted by still darker touches of colour, put on here and there in places with smaller brushes. To produce a good piece of graining, the most important matters to be considered are—the ground on which the graining is to be worked, the figuring, the overgraining, the glazing, the tools, the state of the colour and the manner of applying it, and, because there are several modes of procedure, the particular process to be adopted. There are three different kinds of graining—namely, water colour (distemper), spirit colour, and oil colour—outdoor work is done in oil, water colour is used for facility and for fine gradation, and spirit colour for quickness. The several methods are frequently combined, as, for instance, water colour over oil, in order that the second coat of the figure may not disturb the first. If water colour is used over water colour, the under coat must be fixed with a mixture of equal parts of varnish and turpentine.
It is assumed that the reader already is acquainted with the practical elementary stages of brush work, as the plain painting is termed, and that he is capable of producing a good ground upon which the graining can be worked. The ground of the graining is very important, for although a skilful man could work on a while or even a poorly constituted ground, yet he could do far superior work on a ground of good tone and in good condition. The ground is a technical term involving two distinct ideas: namely, surface and colour. A properly prepared surface should be free from grittiness, from coarse brush marks, from dents, etc., and should be hard and smooth. The amount of gloss depends 30 on the proportions of linseed oil and turpentine in the grounding paint, and is a matter for individual preference; some grainers prefer a groundwork of a brilliant bright tone, trusting to the brown glazing colour to break it down; others prefer to have the ground of a dull colour, and work a brighter tone of graining colour over it. Some prefer the colour mixed up with three parts oil to one of turps; others prefer the colour to be made up of half turps and half oil. The former gives a hard gloss suitable for oil-graining with steel combs. For water or distemper graining, more turpentine, giving a dull gloss, is better; for this class of work two coats of varnish are ultimately required, while, if the ground is hard and oily, only one coat of varnish is necessary, as the varnish binds the pigment when the water has evaporated. A good ground cannot be obtained by the use of dead or flatting paint; there must always be sufficient oil in the colour to allow it to be thoroughly spread and laid off, and so ensure the absence of coarse brush marks. The colour of the ground is determined by the wood about to be imitated. Correct judgment as to the combined effect of ground and graining colours is the result of much careful observation and experience.
The preparation of the woodwork has been already mentioned. Rough and imperfectly got-up woodwork is often grained in imitation of oak, the graining being supposed to hide the defects; but to obtain a serviceable grained surface, a smooth ground is essential. Ordinary woodwork as it comes in its rough state from the joiner can be filled up or levelled in the following manner: First, well rub it down with No. 1½ glass-paper, and then remove the dust with a painter’s dusting brush. Coat any knots with the transparent spirit varnish known as patent knotting (see p. 126), when this is dry, prime the wood with a paint made by mixing together three parts of white-lead, one part of red-lead, and one-tenth part of paste or liquid driers, then dilute with three parts of linseed oil and one part or less of turpentine. When this priming is dry, putty up any nail holes, etc., and allow the work to stand untouched for a day or two. The next coat should contain much less turpentine and no red lead, and should be stained a few shades darker than the desired ground, this being obtained by the application of a third 31 coat. Strain the paints before using, and lightly glass-paper down between each coat.
Oil paint is apt, after a time, to present a greasy surface, so that it will ciss, even if oil colour is laid over it—that is to say, the colour will not lie, but will curl up into small beads. This tendency, as well as the want of affinity between water and oil, makes it necessary to prepare the ground for the reception of the graining colour. This may be done in several ways. A small quantity of dry whiting may be rubbed over the work with a piece of flannel, and the superfluous whiting brushed away; or the work may be brushed over with weak ale to which a small quantity of whiting has been added, or with water mixed with fuller’s earth; or stale beer alone, or even size, may be used, the liquid being allowed to dry before the graining is begun, but care should always be taken not to use too great a quantity or too strong a solution. Anything of a solid nature, such a whiting, should be cleared away when it has accomplished its purpose. The ground should be slightly glossy, and should not be glass-papered, especially for light woods, as the marks of the papering are liable to show.
Properly prepared graining colour works freely and cleanly not only from the brush but during the subsequent manipulation; it also combines the correct and particular colour with the transparency of the pigment which, when laid upon the ground, is to imitate the colour of the genuine polished wood. This matter of combined colour effect must be thoroughly grasped, as it is the chief working principle upon which the imitation of wood is based. An opaque body graining paint which shall give the appearance of oak, without necessitating the two distinct grounding and graining processes, is impossible. As soon a white-lead is mixed with the pigments from which the graining colour is made, the transparency and richness of the latter are decreased; whilst the graining colour alone, being only a stain, lacks the preservative qualities of a white-lead or body preparation.
The graining colours should be purchased in bulk, and if to be used merely for practice, obtain such cheap grainers and stainers as burnt umber, burnt sienna, vandyke brown, Venetian reds, Italian ochre. These may be obtained at 6d. per lb., and after a little experience the madder lakes, 32 scarlets, Prussian blues, etc., may be procured. Graining colours should be of the best, and in every case be ground very fine, since they are always used as transparent colours.
Mathieson’s oak scumbling is supposed to be a good substitute for graining colour. It has the appearance of a pigment ground into a stiff paste with prepared linseed oil. In use, it merely requires thinning with linseed oil and turpentine in proportions to suit the time allowed for drying. It may be made to dry in one hour if diluted with liquid driers instead of oil, but unduly forcing the drying properties of paint is not advised. It should be borne in mind that the oxidising action set up by a drying agent is greatly in excess of that of the atmosphere, and does not cease with the drying of the surface, but continues and brings about a consuming and destroying process. Mathieson’s scumbling is made in three degrees of colour—light, deep, and dark. The inventor considers those to be sufficient, used either separately or compounded, to produce all the shades required for the many varieties of oak graining.
The following remarks apply to grounds and colours for oak graining. The basis of all oil ground colours for oak graining should be white-lead ground in linseed oil. Any coloured pigments that may be added to obtain a dark ground can be considered only as stains, as none of them furnishes the opacity, solidity, or durability, for all of which qualities white-lead is so noted. Of course, if a very dark ground—such as that for “antique” oak—is required, not so much white-lead is used in its composition as for light or medium grounds. It may not be out of place to say that the grainer who relies on the use of white-lead to obtain a good ground seldom produces those unnaturally bright and garish grounds that always offend the trained eye. As a general rule, in making grounding paint, sufficient white-lead for the purpose, together with one-tenth the quantity of patent driers, should be broken up in linseed oil, and the staining pigments added and well mixed in. The paint should be strained through a mesh, and then thinned to a working consistency with about two parts of linseed oil to one part turpentine. This gives a good gloss, but if a ground is required which may be quickly grained, the proportions of the linseed oil and turpentine should be reversed. 33
The following are recipes for ordinary oak grounds: (1) For light oak, use a mixture of white-lead and yellow ochre (sometimes with a touch of chrome to brighten it); Oxford ochre and Venetian red are used for dark oak, with the addition of burnt umber; and raw sienna for still darker wood. A rich tone of buff, given by vermilion and chrome, is sometimes adopted. (2) A buff ground is made with 7 lb. white-lead, ½ lb. of yellow ochre ground in oil, ½ lb. of driers, mixed with linseed oil 2 parts and turpentine 1 part, and strained when thin enough for use. (3) White-lead, stained with orange chrome, and thinned with one raw oil to two turps. (4) Mix 1 lb. of white-lead, 2 oz. of patent driers, and 2 oz. of Oxford ochre. Thin with oil and turps.
As regards the graining colour, for water colour work, it should be ground up very fine in beer, and kept in a bottle tightly corked; when used, it should be thinned with weak beer and water. A permanent water colour graining is obtained by melting gum arabic in hot water, and mixing enough of the gum with the graining colour to bind it. If the gum is in excess, it will cause cracks. Softness, flatness, variety, and permanence are produced by this method. The grain of oak is frequently done in spirit colour. Gliders’ whiting is ground up stiffly in turpentine, and stained to the required tint with burnt umber and raw sienna, which are also ground up stiffly in turpentine. A small quantity of japanners’ gold size and boiled linseed oil or ordinary varnish is now added to bind it, and it is then thinned with turpentine and strained through a piece of muslin into a large-mouthed pot, when it is ready for use. If too much varnish is used, the colour will set so quickly as to be unmanageable. Only a small portion of graining, just enough to allow for combing, can be done at a time, as the colour dries so quickly. The lights are taken out with a fitch, dipped in a fairly strong solution of soda in water or in turpentine. Both the soda and the turpentine should be stained with a little burnt sienna, otherwise the markings will be too staring. Hold in the left hand a rag on which to wipe the fitch, so as to prevent the fluid running down and spoiling the work. Spirit graining should not be varnished for twenty-four hours, and even then must not be rubbed too much.
When oil is the medium in oak colour, raw sienna, with 34 burnt umber or vandyke brown, according to the depth of colour required, is finely ground in linseed oil. Patent driers is then added, this acting as a megilp, giving substance or body to the colour; ½ oz. of patent driers to 1 lb. of colour, mixed with equal parts of oil and turpentine, is the proportion. Without this megilp the colour will be flat and uninteresting. To get the ribbed appearance of the grain of oak, beeswax, soft soap, lime-water, and rain-water are often used when patent driers is not available. The method of preparation is as follows: Wax must be thoroughly incorporated with oil by shredding the wax into an earthenware receptacle, covering it with linseed oil, and stirring with a red-hot poker till the wax is thoroughly dissolved; then add the staining colour, well mix, and dilute it with turpentine. An excess of wax with the colour will cause the combing to stand up too much. In the natural wood the markings are depressions, but in the graining they appear as ridges of colour. The markings should not, therefore, stand up more than is absolutely necessary to produce the desired effect. The lines must to a certain extent be distinct, although softened down in places. Soft soap must be broken up with either patent driers or whiting, and thinned with boiled oil; or it may be made up into a lather with plain water, and in this state mixed with oil colour. The objection to soft soap is its alkaline nature, all alkalies weakening and destroying paint. Lime must be slaked in water (about 2 lb. of lime to 1 gal. of water), allowed to settle, and the clear liquid poured off for use. Sufficient lime-water is mixed with the graining colour, and well beaten up. But graining by this method is liable to fade, the lime destroying the colour, and causing the paint to crack. Rain-water used alone, and beaten up thoroughly with the colour, has many advantages; it does not exert injurious action, the colour does not spread, and as soon as the colour has set, the water evaporates.
The best megilp (seldom, however, used for graining on account of the expense) is made from mastic varnish and boiled oil. To make it, pour the boiled oil into the varnish, and use the jelly formed by the mixture. As a hard and fast rule cannot be laid down for mixing graining colours, the proportions depending on the conditions under which the work is done, the colours should always be tested before use. The 35 colour should rub out cleanly, easily spread, and the lines left by the comb should keep their place, not running into each other or settling down. A method of oak graining now seldom practised consisted in first laying the markings in with a flat, square-edged fitch, dipped in a mixture of sweet oil and beeswax. When this was dry, the graining colours (made up with weak beer) were applied. When the work had thoroughly dried, the beeswax was carefully washed off with turpentine. Ordinary graining colour is best made with about equal parts of oil and turpentine, to which is added paste driers (one-eighth of the whole bulk) with sufficient colouring matter.
The colouring pigments used as ingredients of all oak grounding and graining paints may be briefly classified as either opaque or transparent. Of the former class are the chromes, Oxford and yellow ochres, and Venetian red, which should be used only in making stains for grounding paints. Raw and burnt sienna—or Terra di Sienna—raw and burnt Turkey umber, and vandyke brown, may be considered as being transparent, though that quality is possessed by them in a varying degree. They are sufficiently translucent to give due effect to any coloured ground upon which they may be superimposed. For purposes of glazing and overgraining, ivory and blue-blacks and Prussian and indigo blue may be used, though the two latter are required seldom.
Prussian blue is a good working and staining colour, and a quick drier. Venetian red is cheap but permanent, and must be procured ready ground in oil. It is useful for grounds.
Lemon and orange chromes, when of best quality, are chromates of lead. They are brilliant, have good body and covering power, and make good tints when mixed with white. When used in oil they must be protected by varnishing, especially if exposed to impure air, which in time will turn them black. The chromes destroy Prussian and some other blues. The yellow chromes are made in three shades, known as Nos. 1, 2, and 3; the No. 4 shade is the orange chrome, a deep rich colour. The shades are varied by increasing the chromate for deep orange, and lessening it for the pale yellows. These colours are injured by damp and impure air, sulphur fumes, and hydrogen; but the orange chrome is said to last better than orange oxide of lead. 36
Chrome, of either middle or orange tint, may be useful to a slight extent in staining ground colours, when very bright and rich imitations are required. Generally, however, chrome conduces neither to good colouring nor to the attainment of a natural woody effect. The chrome-yellow tint sometimes forms a ground for light oak, whilst orange-red is used for medium oak.
White-lead, the basis of all graining grounds, is one of the most frequently used pigments, and also one of the most faulty. It is made by suspending rolls of ordinary thin sheet lead over malt vinegar or pyroligneous acid, in close vessels, the evaporation from the acid being kept up by a steam bath underneath. The lead is thus reduced to a white powder ready for being ground with linseed oil into a paste. White-lead improves by keeping, and for good work should be stocked for at least twelve months after purchase. Very pale and old linseed oil should be used in the thinning, otherwise it will probably soon discolour. It is, however, about the best pigment for preserving wood, etc., from the effects of the weather. Tests for white-lead are described on p. 125. Zinc white is an oxide of zinc, but it does not possess so much covering power as white-lead. It, however, does not discolour, and is a very pure pigment. It is a substitute for white-lead, but is not so employed in the practice of graining.
Vermilion is used only in the most exceptional cases; it can be had as a fine dry powder, free from grit, and is a very brilliant colour in oil. The best quality only is permanent, and that is a sulphuret of mercury. Chinese red, or vermilion, is of a deep crimson tone, but has bad covering power, and, unless well protected, will soon fade under the action of light and impure air.
Indigo possesses great body, and is a good glazing colour. It is not very durable, and is injured by impure air.
Ivory black is made by placing ivory dust in a covered crucible exposed to a great heat. An inferior colour known as bone black is made by treating bones in a similar way. Ivory black, the deepest and purest of the blacks, being somewhat hard, requires very careful grinding, and unless ground very fine is useless. It is best ground in turpentine, and diluted for use with turpentine, gold size, and a little varnish. In drying it will become dull, so that it should not be 37 used unless it is afterwards to be varnished. If thinned down too much with turpentine it will not bind, so that when the varnish is applied it will rub off on to the rest of the work and spoil the whole. Ivory black, when purchased unground, resembles “drops,” and is sometimes called “drop black,” but bone black is prepared in the same way.
The various ochres—Oxford, yellow, Italian, etc.—are used only in the composition of grounding paint, and never in graining colour. Really, commercial yellow ochre is the only one of this class of pigment there is need to use, since the addition of a little Venetian red will give any warmer tint desired. This latter tint—a kind of burnt ochre—can alone be commended for obtaining warmth in grounds. Yellow ochre is not a very bright colour; it is best purchased in tubes, otherwise it is not thoroughly ground. Ochre is an earth found in most countries, and is of all shades, from the warm yellow of the Oxford ochre to the pale straw yellow of the French earth. The ochres are not liable to change through any chemical action, and may therefore be considered permanent.
Umbers, natural pigments consisting of a mixture of clays and brown hematite, are valuable on account of their transparency and of their good drying qualities when in oil; the latter qualities are so pronounced that umbers may be employed as drying agents. Raw umber is unsurpassed as a graining colour for light imitations, whilst burnt umber may be used for “antique” oaks from light to the darkest. In mixing grounds, also, umbers are invaluable. Raw umber does not injure colours with which it is mixed. Burnt umber is very permanent, and is sometimes used instead of vandyke brown.
Raw sienna is the yellow pigment used for very rich and light oak, but, properly, should seldom be required, as decided yellow and bright tones are not characteristics of real oak. The siennas are used in oak colours to produce a forced richness. Similar in nature and preparation to the umbers, they are more transparent, but lack the natural drying qualities of umber when used in oil. Siennas are used to produce those imitations which are obtained by the use of pigments ground in water; they are useful for graining in mahogany, maple, walnut, etc. Raw sienna is rather an impure yellow, 38 but has more body than the ochres and is also more transparent. By burning it becomes burnt sienna, which has similar properties. Burnt sienna is a rich, transparent, and red brown pigment; gold size may be used as a drier with it. It dries better than raw sienna, and is very permanent, as it is not liable to change by the action of light and oxygen, or by damp and impure air.
Vandyke brown, a transparent earth pigment, is a very slow drier, and, if used in oil, requires to be diluted with little else than terebine or similar drying agent. It has a dark colour, inclining to neither yellow nor red, but yet extremely rich and deep. In oak graining, it is generally ground in water, its colour being warmer and richer than when used in oil. It is the principal pigment used in overgraining oak. It is a bog earth.
Neutral black and blues, previously mentioned, are also to some extent transparent. Blue-black in conjunction with vandyke brown is largely used for overgraining oak. Black enters into the composition of the dark, “drabby” grounds for “antique” oak. The effects of transparent blues may be regarded by some grainers as questionable; but it must be remembered that richness of colour in woods is only a matter of comparison and contrast, and, therefore, if instead of forcing the colour values by bright grounds, bright graining colour, and rich overgraining, some contrasting cool tones are introduced, it is possible to obtain more natural colour variety and yet retain the subdued contrasts of the real oak. Prussian and indigo blues are vastly different when ground in water from what they are in oil; whilst the tints are considerably mellowed by the final coating of copal or oak varnish. The first stages of oak graining should be worked in subdued tones rather than in false bright ones, and any desirable enrichment should be left for the glazing and overgraining to accomplish in preference to struggling in the final phase to modify early faults.
Megilp, which is mentioned on p. 34, is added to oil graining colour to ensure that the latter shall not spread when combed. In ordinary and cheap oak graining an excess of the drying agent is made to serve the purpose, but the megilp generally acknowledged to give the most satisfaction is a preparation of beeswax. A few ounces of pure wax is shredded and dissolved, 39 by the application of heat, in linseed oil; add to the dissolved beeswax 1 pint each of linseed oil and oil of turpentine, 1 gill of terebine, and the pigments ground in oil. The wax must be thoroughly mixed with the other constituents, or the drying qualities of the colour will be affected (or the method given on p. 31 can be followed). It must be remembered that wax is not added as a drying agent, but solely to make the colour more amenable to the dividing and wiping out action of the combs.
The following are recipes for oak graining colours: (1) Light oak: 6 oz. of linseed oil, 2 oz. of turps, 2 oz. of burnt umber, and 1 oz. of patent driers. Mix well together and strain through muslin.
(2) Two oz. burnt timber and ½ oz. japan gold size, thinned with equal parts of boiled oil and turps; adding oil and turps lightens it.
(3) Four oz. of burnt timber, 1 oz. of patent driers, 2/3 by weight of raw linseed oil, and 2/3 of turpentine. For a warm colour add 2 oz. of burnt sienna; for a cold colour or new wood add 2 oz. of raw sienna.
(4) Half lb. of raw umber in oil, ¼ lb. of Oxford ochre in oil, ¼ lb. of putty well rubbed up on palette, ¼ lb. of driers. Well mix with equal parts of linseed oil and turpentine. Strain well.
(5) Dark oak and knotted oak: Mix ½ lb. of burnt umber with ½ gill gold size, or ½ gill terebine. Thin it with 3 parts of boiled oil and 1 part turpentine. Strain well.
(6) Two oz. of vandyke brown or 2 oz. of burnt umber; for a warm shade add 1 oz. of burnt sienna; for a cold shade, 1 oz. of raw sienna. Thin with equal parts of oil and turps, and add 1 oz. driers to ever pint of colour.
Distemper graining pigments are bound by the use of beer. Vandyke brown, however, does not require a binder for overgraining in water, nor do the sienna very often. When using black or the cool tones—either alone or in combination with warmer colours—a little beer is necessary, because black has no binding power; if mixed with vandyke brown in equal proportions, no binder will be required, but it is always best to ensure that the overgraining will not work up when the varnish is applied. In finishing “antique” oak in black alone, the wash must be strong in beer; for mixed washes, one-half beer is a safe proportion. 40
For a very light oak, the ground colour is made from white-lead paint, and is tinted to a decided cream with yellow ochre. The graining colour may be stained with raw sienna and raw umber, or the latter alone; the work may be overgrained in water with vandyke brown and weak blue-black, or indigo.
Ordinary light oak requires a clean buff ground, stained by ochre, and occasionally a touch of Venetian red or umber. Raw umber is suitable for the graining colour, though burnt umber gives a richer cast. For the overgraining, vandyke brown and blue-black are used.
Medium oak looks best on a warm buff, the red and ochre therein being slightly toned down with umber. Burnt umber alone makes a good graining colour, whilst vandyke brown is generally sufficient for shading.
The grounds for dark oak are best made with three pigments—ochre, burnt sienna, and burnt umber. In this mixture red should show prominently, but it should, together with the yellowness, be sobered by the umber. For the graining colour, burnt umber or burnt sienna and black may be used, overgraining with washes of black and vandyke brown, used either separately or together.
Very dark or “antique” oak has a neutral “drabby” ground, in which the red and yellow are subservient to the umber or black tones. The graining colour may be vandyke brown or ivory black and burnt umber in oil; blue black or ivory black is used for the overgraining. An overgraining of vandyke alone is rich, but transparent black tones are more characteristic of real antique colour. A little vandyke toning here and there is an improvement. 41
The processes employed in graining in oil a door in imitation of oak—a common job—will now be described. The student should obtain an ordinary board, about 2 ft. long by 1 ft. wide, on which to put into practice the knowledge gained by close attention to the following hints. The door is assumed to be four panelled, and that the panels are to resemble light or wainscot oak.
The panels will be grained first. On studying a piece of the genuine wood, it will be found that a light buff or cream-colour grounding paint is required. Yellow ochre, ground in oil, will stain the white-lead paint to the proper tint, which is a decided cream colour. The graining mixture is coloured by the addition of raw Turkey umber, which can be replaced by burnt umber if the raw colour cannot be conveniently obtained. The graining colour, which should contain an excess of driers instead of megilp, should be well worked into the paint tool used for spreading. As little colour as possible should be applied to the door, but it should be thoroughly rubbed in. Graining colour is always laid off the way of the grain, and it naturally follows that the figure and grain of a door should always be in keeping with the constructive divisions. In special work, the colour is stippled with a badger softener, in order to remove all brush marks.
The panel is now ready for combing and figuring, and a little study of the real wood will show that there are two features to be copied—the grain running lengthwise, and the figure or lights crossing it. It will be seen that the grain consists of dark pores, some fine and close, and others long and coarse, and that wherever the figure is there are no dark pores, but there is a very fine grain which appears to underlie the whole effect. A good panel of real oak will show, according to its growth, a coarse grain on the one side, graduating into a finer, and then into the figured portion. To imitate 42 this, a 3-in. coarse leather comb is drawn down firmly on the left-hand side. A medium steel comb is then used next to the part already combed, and is carried about halfway across the width. If this is carefully done, a graduated series of regular lines will be obtained, from which the graining colour has been removed. With a wide, fine, or medium steel comb, and again starting at the left-hand side, the lines are cut into pores, either by drawing the comb at a slight angle regularly 43 across the coarse combing or by producing a series of wavy lines across the work. This fine combing is carried right across the panel, but at the right-hand side it is very subdued. The combing must start at the top, and must be carried quite to the bottom. The student should practise in order to get a full and regular pressure over the wide comb.
The grain being complete, the figure can be proceeded with. Double an old linen rag into several thicknesses, and 44 put the bone thumb-piece within it, holding the thumb-piece under the right thumb, whilst with the left hand the ends of the rag are held away from the work. The operator, starting from the top, wipes out the figure, the coarsest markings and broadest lights being put in nearest the right-hand edge (see Fig. 32). From this side the figure is imitated in varying degrees of coarseness until the markings, which gradually get smaller and closer, intermingle with the coarse combing on the left-hand side.
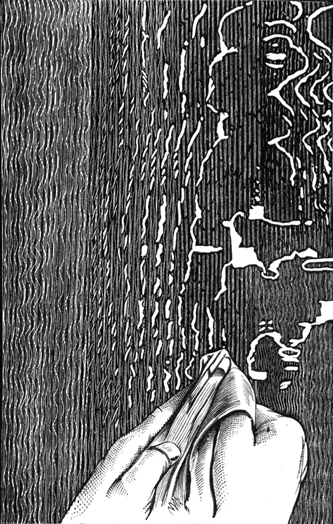
Fig. 32.—Wiping out Figure in Oak Graining.
To wipe out the lights naturally and cleanly is a difficult process for the student. In manipulating the thumb-piece and rag, the broad top of the former takes out the thick and set lights, whilst the thin edge makes the small ones; the irregular veins of varying shape are made by the use of both the broad top and the thin edge. In a good panel of oak the strongest figure is never crowded, but is nicely balanced throughout. Half-tones of colour, found between the veins, have now to be put in by carefully, but not cleanly, wiping out or softening the colour surrounding the figure by means of a pad of clean rag about 2 in. long. In this, do not work close up to the lights; only the most prominent of the latter should have half-tones between them. In wiping out the lights and the half-tones, the working surface of the rag should continually be changed, to keep the work clean. Now, with a downward touch of the thin hog-hair mottler, slightly soften the veins, and thus impart a delicate woody appearance to the lights.
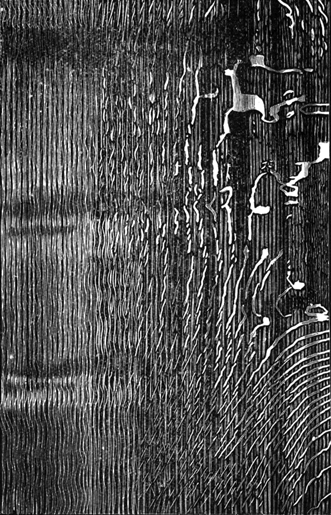
Fig. 33.—Oak Panel Figured and Overgrained.
The graining shown in Fig. 32 when overgrained has the appearance indicated in Fig. 33. Fig. 34 shows the relative position of the hand to the work when wiping out the sap, which when overgrained has the appearance of Fig. 35.

Fig. 34.—Wiping out Sap in Oak Graining.
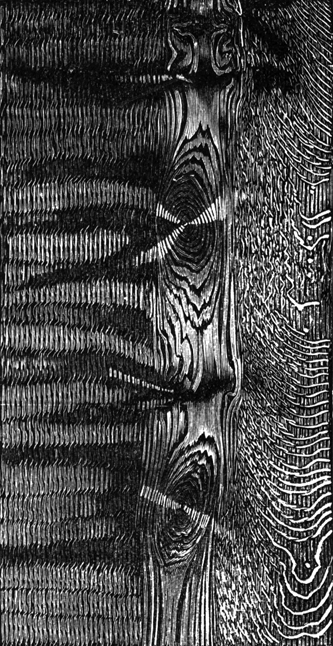
Fig. 35.—Oak Panel Finished.
It is assumed that each of the four panels has been treated as described, and so, before describing the process of overgraining, the rest of the door must be dealt with. Of course, the panels are the most suitable portions for displaying the best figured work, and the surrounding woodwork should therefore not only frame, but act as a foil to the panels. Cleanly executed plain combing is recommended for the remaining woodwork. The usual exceptions to this treatment are the middle rail, the bottom rail, and, occasionally, 45 the narrow rail across the top. Many grainers imitate a piece of the heart of the oak or sap portion across the entire width of the lock rail, an alternate treatment being to comb it into grain of a graduated nature and then to work a subdued figure across the grain as in graining the panels. The latter method is one often applied to the bottom rail; the coarse grain and sap often used on the top rail show to better effect on the lock rail.
The graining colour should be laid off carefully on the stiles and rails, and each joint should be cut up with the brush in a sharp line. Before using the combs, lay the thin bevelled edge of a straightedge against the joints of the rails with the stiles, and with a clean rag wipe off a little graining colour from one side. This will further define the joints as they exist in the real wood. As one specimen of combing effects, take a coarse comb and draw down the stile between the upper panels, giving a straight and then a slightly angular direction. Go over this with a medium steel comb, using it a little out of the upright. The stile between the bottom panels is similarly worked, but with hardly so coarse a grain. The top cross rail is combed with a coarse steel comb, and then a fine one, the latter giving a somewhat light effect. If the combs go over the limit, place a straightedge along the joint and brush out the objectionable marks; otherwise a muslin marking will be formed. With a coarse gutta-percha comb, commence on the upper half of the lock rail to wipe out the colour, giving the comb a curving movement, and thus varying the width of the grain and suggesting the formation of the sap which is worked into it. Now, with rag and thumb-piece, wipe out the heart, working from one knot or centre into another, according to the growth in nature, which must be studied. To finish this diagonally, cut up the coarse grain surrounding the sap with a fine comb, which must also be used on the sap itself. Care should be taken that there shall not be any harshness of figure or of general effect, and that the coarse combing be graduated in a natural manner. The bottom rail now can be combed to obtain a plain and graduated effect, and a few lights can be put in across the top portion. The other stiles are level combed with a 4-in. steel coarse comb, and then finished by drawing the fine comb in wavy lines down the entire length. The mouldings are combed with a little variety, care being taken that the mitres are left clean.
Some plain-combing arrangements, other than those just described, may be indicated with advantage. If the lock rail has graduated combing and simple veining, all the perpendicular stiles may also have plain clean combing. The rails then could be worked with a good variety of combing and veining, and thus produce a very good effect. In combing 47 a light piece of work, a woody appearance can be obtained by placing over a coarse steel comb a piece of paperhanger’s open canvas, which requires a thorough washing to free it from fluff before it can be used. A piece of rag must always be at hand, on which the combs must be wiped after each stroke.
The process of overgraining and shading oak is the final 48 one applied to all imitations of oak; its object is to give more variety of natural depth to the work, and to enrich the whole effect. Overgraining implies the application of a pigment, ground in water, to certain portions of the grain and veining, both of which until so treated lack variation of shade and require softening. Overgraining either warms or cools the oil graining, or enriches or makes more sombre, according to requirements with regard to the finished colour.
The water pigments used in overgraining oak are principally vandyke brown, ivory black, blue-black, and occasionally the siennas and Prussian or indigo blues. For the particular work in hand, place a little each of vandyke brown and blue-black (ground in water) upon a palette or plate, and dilute with beer. Have at hand a medium oak overgrainer, a badger hair softener, a small sponge, a piece of washleather, a partly worn paint tool, and a mottler; the latter must be free from oil, paint, or grease. Dip the overgrainer into beer, and then work the pigments into it. The brush will probably form itself into two or three divisions of hair; if not, divide it with the fingers or with a coarse comb. With the brush fully charged with the weak wash, draw it down the panel in line with the grain. Apply the colour rather sparingly down the figured half of the panel, and when replenishing the brush after each continuous stroke from top to bottom of the panel, take care that the hairs do not separate into too fine divisions. Before the markings are dry, impart with the badger a gentle flickering motion across the panel, thus easing off the hard edge of each line. The upper panels of the door should be similarly treated. A few broader horizontal shades should be put on the lower panels at those places where the grain has been given any decided curl or inclination. These shades should at once be softened off, and the lock rail with its sap treated. Dip the sponge in the stain wash and dab it against the knots or centre of the heart, and then manipulate the colour with the badger so that the darkest parts are over the knots, the rest being softened away. In the overgraining, knots and different parts of the work are touched up with a sable pencil and flat fitches, together with overgrainers. A little black, if used with caution, sometimes produces a good effect. To avoid harshness of appearance, the overgraining must not be a 49 separate feature, but merely a darkening and enriching of the under-grain. The work is softened, as it proceeds, with a badger. With a damp washleather folded over the thumb, clearly wipe two sections out of the knot shade. Again soften with the badger, and finish the lock rail by putting in with the paint tool an occasional dark shade where the sap has any knotty turns. Shade the two short stiles between the panels with a darker wash of a warmer tone, wiping out a light where the grain turns. With the tool charged with very light wash, cross the top rail at broad and regular intervals, afterwards well softening. Finish the outer long stiles with solid shading; the wide bottom rail is left with its lower half shaded dark, and with its top edge having a lighter effect, its joint with the small stile between the panels being thus emphasised.
This plan of overgraining a four-panel door preserves the unity of the structure, whilst the general darkening of the stiles frames up the door very pleasingly. The washes used must be so faint that, when varnished, the oil and the water treatments blend into one effect. If the overgraining can be readily distinguished from the combing beneath, that is an indication that the combing is overdone.
In oak there are markings of little black lines, varying in length from 1/8 in. to 5/8 in., and in width from 1/64 in. to a point. These require to be imitated, and nearly every grainer has his own dodges and ways of working, which are to him the best. These dark markings do not appear all over the natural woods, but only in places. They may be produced during the overgraining by drawing a coarse comb (gutta-percha) down the whole length of the lines, finishing it afterwards with a fine steel one, leaving long, unbroken lines. The fine steel comb carried down with a sharp, wavy motion of the hand breaks up the line. The badger gives the rest. A special comb is made, much like a hairdresser’s comb, in which the teeth are cut in such a manner as to cause the hair to divide with a sharp edge at the point. This pressed on an overgraining brush will divide the hairs and form up the streaks of colour into thin lines.
Another method of producing the little lines in oak graining is to use an oak combing roller. The roller are used as a mechanical means of printing fine lines of irregular lengths 50 on veined work, producing an excellent imitation of the natural grain. The roller has to be fed with a brush containing the colour while rolling the work (see p. 18). The colour used is a little blue-black and vandyke mixed with stale beer.
A method of producing these lines that has been suggested, though it is not known whether it is a reliable one, is as follows:—
After the combing is done and the paint dry, but before varnishing, a little black paint is mixed on a palette. A short, stiff hog-hair brush is dabbed vertically upon this, so as to take up colour on its end only. The brush is then held, in the operator’s left hand, in front of the graining, with the handle about parallel with the face of the work and a few inches from it. By taking a chip of wood and drawing back the hairs with it so that they will spring forward again suddenly, a number of splashes or small dots of black are sprinkled over the work. On drawing a small badger brush downwards over the dots, they are drawn out into the lines noticed. This method is not recommended. A great deal of oak graining is done without these lines appearing in it at all.
Shading or glazing, which involves the use of oil paint, alters the tone or colour of either new or old oak graining. Very thin colour is spread over those parts which require to be deepened and enriched. A drying mixture is stained to the required colour, the addition of megilp not being necessary. In matching old graining, the oil-glazing process assists in getting the mellowness which, independent of the graining, the ageing of varnish imparts. The student who has mastered the foregoing instructions will find no difficulty in glazing certain portions of new work, in converting light to medium oak, or the latter to dark oak. Occasionally the glazing principle is reversed, inasmuch as a panel is rubbed in, figured with lights and half-lights, but not combed; when dry, the oil colour is again spread, and then combed with gutta-percha or cork combs. The grain which crosses the lights is wiped out, and the work is then overgrained and varnished. This method is too tedious for ordinary purposes, but the student will benefit by studying this process, with which far more natural effects can be obtained than with the usual methods. 51
In glazing over water colour, allow the under work to dry, then apply a coat of turpentine and gold size mixed. Glazing is frequently executed in oil, in which case it is easy to wipe out the lights with a rag. When the glazing is done in water colour, the lights are wiped out with a damp washleather, a sponge being sometimes used to get certain desired effects. Vandyke brown, because of its richness of tone and transparency, is the colour generally used for glazing. It is toned with burnt sienna for a warm tone, and with blue-black for a cold tone.
For oak graining a wainscot in oil, make up the colour for the ground from white-lead tinted with small quantities of yellow ochre and burnt sienna to match the lightest portion of the grain. If the oak is grey in tone, a touch of blue will secure the desired tint. To every 2 lb. of white-lead add 1 oz. of paste driers. When the work is dry, and before applying the graining colour, rub it over with stale beer to which a morsel of whiting has been added. For combing, take raw sienna with burnt umber or vandyke brown, according to the depth of colour required. These colours can be procured very finely ground in oil. Mix up the colours with half oil and half turps, and add ½ oz. of patent driers to each pound of colour as a megilp to enable the colour to stand the combing. The overgraining colour should be ground in water. Mix it up with equal quantities of beer and water. The work should be so managed that the overgraining will not contrast with the under work, but will darken it. A slight coat of turpentine, with which is mixed a small quantity of japanners’ gold size, added after the work is dry, will bind down the overgrain and allow of the work being finally glazed with vandyke brown mixed with oil. 52
The spirit colour method of graining commonly takes no longer than a single day, provided the ground has been already prepared for the grain and varnish, whereas the oil colour process occupies from seven to ten days from the start to the finish of the work. The term spirit colour refers to the fact that the volatile oil of turpentine is the chief solvent used in the graining colour. Linseed oil is necessarily excluded, and turpentine is not a binding or a fixing agent, so the addition of a varnish in which turpentine is the solvent—such as white hard Bath varnish—is made to serve the purpose. The ordinary white hard spirit varnish containing methylated spirit is quite unsuitable. Bath varnish is the best, but is not the only varnish that can be used; copal or other good quality varnishes may be used if their drying properties are hastened by the addition of a suitable proportion of japanners’ gold size. The proportion of varnish to the turpentine is a matter of circumstance, but should never exceed one-quarter of the entire bulk. Generally ¼ pt. of varnish is added to 1 pt. of turpentine, the varnish then forming one-fifth of the bulk. Although the graining colour must still be regarded as a stain, it is necessary to add both body and pigments. To give body, gilders’ whiting—very fine and best quality whiting—is rubbed up with turpentine into a paste, and pigments, such as raw or burnt sienna ground in oil, raw or burnt Turkey umber ground in oil, and ivory black ground in turps, are added. This paste should be incorporated with the varnish, and the turps added and well stirred. The binding qualities of the colour should be tested before the graining is commenced; if the colour will not bear fair rubbing when dry, more varnish is required; whilst if it has a gloss, the mixture should be diluted with turps. The varnish mentioned is the best as regards durability. For drying quickly, copal oil varnish, japan gold size, or church oak 53 varnish may be used. A mixture of the gold size and church oak varnish is a very good substitute for the white hard Bath varnish.
To grain a door in spirit colour, no special knowledge other than that of graining oak in oil is necessary. In practice, spirit graining must be treated in the same manner as overgraining in water colour. In graining a door in spirit colour, one panel at a time is rubbed in, a wide brush being used for quickly and evenly spreading the colour. A dusting brush is lightly drawn down the panel, which is then combed with fine and medium steel combs. The other panels are similarly treated, and then allowed to dry. The mouldings may now be worked, finishing them with a dry brush and streaking or stippling them in a “woody” manner, and making them slightly darker in contrast with the other parts of the door. The stiles and cross rails are now rubbed in and combed, the joints being kept clean and sharp by a straightedge and a rag dipped in turps.
Until now the work has resembled the oil graining process, but with veining a different process is introduced. Instead of wiping out the colour with rag and thumb-piece, as in the process mentioned, a veining fitch is used, and the lights are put on by applying a solvent, such as a solution of common soda in water that is slightly stained so as to allow the grainer to follow the brush markings as they are put on. With the broad tuft of bristles, with its thin edge, which forms the veining fitch, the same effects can be obtained as with a thumb-piece used in oil graining. Dexterity in the use of the veining fitch can be acquired only after considerable practice. The fitch is held with the fingers and thumb, as in sketching with a piece of charcoal. The solvent must be used very sparingly, so that none may run down and spoil the work. When the lights have been wiped out, the door should be washed down in clean cold water and dried with a washleather.
With strong graining colour it may be advisable to use turpentine as the solvent. When this is the case, after a few veins have been made the turpentine is drawn off by a wide pad of soft flannel, leaving effects much softer than those obtained by the use of soda. The turpentine requires to be slightly stained in the same way as soda water, or the veining 54 may be executed by diluting the spirit graining colour with more turpentine. Overgraining has already been explained in the description of oil graining in oak (see pp. 48 and 49). If there is any difficulty in spreading the water colour on the spirit-grained work, the latter should be sponged with a mixture of beer and water in equal proportions, or a little powdered whiting may be rubbed in with a rag. The shading, dapple, etc., can then be put in, and in a short time the work will be ready for varnishing.
To sum up, the working of spirit graining colours requires no more skill than that possessed by the expert in the working of oil colours. But remember, however, not to rub in the whole of a door at one time, under the impression that it will keep sufficiently moist to enable the figure to be put in; and in order to gain a clean edge at the end of the stiles, a straightedge should be laid across to enable the surplus to be wiped off with a rag and clean turps. Sufficient has been said to show that tact rather than skill is necessary in order to gain good effects, and much careful experiment upon a small scale is advisable until the operator gains the confidence necessary to good work.
Spirit graining is a process sometimes employed by the polisher, who builds up the groundwork by mixing suitable pigments in equal parts of polish and spirits; the figure afterwards is put in by means of pencils and small tufts of wadding, by mixing suitable colours in 1 part polish and 3 parts methylated spirit, blending the colours all together by a slight tinge of colour in the varnish or polish rubber.
There is in the art of graining more latitude as regards methods and more scope for individuality in those methods than in any other phase of the decorative painter’s craft. There are two ways, and often still another, of doing nearly any piece of grained work, and only in some cases is one way better than another. Nearly everything depends on the skill of the worker, and it is not so much the method of doing the work that is the essential consideration, as it is the adaptability of the worker and his keen artistic perception. Without the latter, the worker is a mere slavish copyist, whose productions will decrease in merit as time passes. One way of oak graining a door in spirit colour has been described; another is explained below, and it will be found 55 to differ from the above in but a few more or less important details. Begin by laying in the top left-hand panel of the door. Comb it first with a close comb, afterwards with a wide one, giving a wavy, or a straight and then angular, motion to the last combing, so as to separate the long lines into short lines, this being the character of the grain of oak. The panels of the door should be done first, and the mouldings next, the gathering or the colour in the quirks being taken out with a round, short hog-hair fitch, cleaning it on the stiles of the door. Then cut in the stiles of the door, cutting in the joints very sharply and cleanly. This is done with the aid of a short straightedge. The stiles are combed in a bolder manner, showing in some places the effect of a knot or heart of the wood. In thirty or forty minutes the figuring of the wood may be done. For the figuring, a veining fitch, very square at the point, is employed. Then a little of the graining colour should be thinned with turps, and the fitch dipped in the colour. The marking should be sketched in freely and rapidly. A piece of old flannel rubbed smartly over the work will remove any unnecessary colour. But all the touches in the natural wood are not of one degree of lightness, and to get some of the markings darker than others, the flannel should be folded round the thumb, and the markings smudged, cleaned, and partly obliterated. As a finish, parts of the work in places are darkened with a little thin blue-black, used sparingly and with caution to prevent a harsh effect. The overgraining must not have the effect of being separate and distinct from the under graining colour; from beginning to end, each process should assist the other. It is best to leave spirit graining to harden for about twelve hours before varnishing it.
Graining the ordinary varieties of oak in distemper or water colour is a process not much in demand at the present day, and only a brief outline of the work is necessary. It may be a little quicker than the spirit graining, but that is almost its only advantage. Raw and burnt umbers, necessarily of a good quality, are the chief pigments required. They are rubbed up in diluted beer until the correct colour is obtained. The mixture is then brushed over the work, and a small damp sponge is used for wiping off some portions of the colour, and to give variety of perpendicular shade, a 56 dusting brush or badger softener is drawn down, and then indiarubber combs may be used. For veining, a damp washleather, placed over a thumb-piece, is used, afterwards softening with a badger. In order that the graining colour may not smudge when overgraining, a thin coat of japan gold size and turps in equal proportions may be applied. This dries within an hour, and the work then can be safely overgrained or shaded in water.
When water graining a door in oak, after the colour has been laid in evenly with a large hog-hair brush, the markings should be imitated by means of a wet sponge, the lights in the grain being wiped out perpendicularly. To produce the effect of combing, the work is flogged with the end of a large dry dusting-brush, working quickly with the end of the brush from top to bottom. A piece of washleather wetted and placed on the thumb is used to wipe out the figuring. When this is dry, the effect is further enhanced by darkening certain portions of the work with a camel-hair brush dipped in the same colour. A wet sponge can be used to wipe off any colour that has encroached on other parts of the ground. When the panels are finished, the muntins may be done, the operator working in a downward direction, the cornice, lock rail, and outer rails being done last. The straightedge will protect the finished part, and will help to cut the joints sharp and clean. The mouldings may be combed and figured last. When all this is dry, the effect is enhanced by further darkening, with a camel-hair brush dipped in the same colour, such parts as require it. Allow the work to dry, and then fix the colour with a thin mixture of varnish and turps. When the varnish is dry, a flat hog-hair fitch dipped in burnt umber (the colour being mixed to a very thin consistency with weak ale) may be passed up and down the whole work; the brush should be twisted and manipulated so as to vary the character of the markings. When using colour to which gum has been added, it is necessary first that the colour should be spread evenly. A dry dusting-brush drawn over the work will help the combing, which should be done while the work is wet. When dry, the figure can be taken out with a hog-hair fitch or camel-hair pencil dipped in clear water, the water being allowed to remain long enough to soften the gum; and a dry duster can be used to beat, or a rag to wipe 57 away, the colour from the markings. There are various degrees of lights in oak; the wiping produces the lightest of these, showing the ground. Every alternate marking is short, and tapers from a coarse to a fine line. The darkest markings are put in with a fitch, and all are blended with the badger. When gum is used to bind the colour, it needs, as a finishing coat a thin glaze of Turkey umber made up with weak ale, which may be applied with a flat overgraining brush. In oak, the figuring crosses the graining, and it is usual to partially soften one edge of the figuring by dabbing with a rag. Overgraining, with its lights and shadows, sometimes runs with the grain, and sometimes goes right across it. No description can give a correct idea of the markings in oak; the wood itself must be studied. 58
It has been remarked that the distemper or water colour method for ordinary oak graining has little to recommend it. For graining in imitation of pollard oak, however, this method is invaluable. Pollard, or rather pollarded, oak belongs to the same natural class of oak as the ordinary figured variety. Its striking appearance is brought about by combined artificial and natural means. When a young oak tree has its branches lopped off, and provided that loppings take place at intervals of a few years, the wood that comes from the mature tree will show clusters of knots—gnarled and twisted grain, with intervening spaces of plainer grain—in which condition it is known as pollard oak. The importance of working from and studying natural specimens of this wood cannot be too strongly emphasised, and really good imitations cannot be executed without such previous study. It must be borne in mind that the accompanying illustrations are in no way substitutes for the actual wood, but are given solely with the object of aiding the description of the processes by which such effective results can be obtained.
The brushes required for this imitation are a large thick mottler, a large sash tool such as that used for overgraining oak, the badger softener, a piece of old open sponge, a washleather, medium and small round fitches, sable pencil, and sable overgrainer in tube. The ground colour should be made from white-lead, Oxford ochre, a little Venetian red, and, when the graining is to be “quiet,” a little burnt umber.
A recipe for pollard oak ground is to mix together 2 parts of Oxford ochre, 2 parts of orange chrome, 1 part of Venetian red, 1 part of burnt umber, 20 parts of white-lead, and 2 parts of patent driers, and to thin for use with equal parts of raw linseed oil and turpentine.
In imitating pollard oak, there are two slightly different methods of treatment, the first aiming at reproducing the 59 general effect of the wood in a broad and natural manner on a buff oak ground, and the other aiming at a conventional appearance, the ground being made for a warm and rich final tone, such as the real wood acquires as the result of polishing and age. In the latter treatment, the plain and knotty features of the grain are more distinctly separated, and the details are shown more minutely.
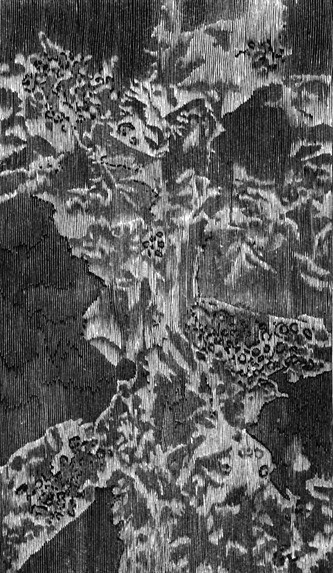
Fig. 36.—Pollard Oak Graining, First Stage.

Fig. 37.—Pollard Oak Graining, Second Stage.
The illustrations (Figs. 36 to 38) refer to the broad and what may be termed naturalistic imitation of pollard oak, as that is the more simple for the student to follow. Mix some vandyke brown with beer in one vessel and some burnt 60 sienna with beer in another vessel. With the large sash tool rub the sienna wash into the panel, which should then be dabbed and rolled with a damp washleather, to give an irregular but connected mottle (see Fig. 36). This mottle is at once softened by the badger into stronger but softer masses. Put in the clusters of knots (which should have an open appearance) with a stiff round fitch dipped into vandyke brown and blue-black mixed with beer. When, in a few minutes, this is dry, pass the mottler, dipped in clean cold water, over the work, and, with the sable overgrainer charged with vandyke brown wash, put in the fine grain which crosses more or 61 less irregularly the plain spaces between the knots. When a few lines of grain have been done, each one is softened by the badger to a dark edge; and when all have been so treated, the numerous fine veins that cross the fainter cross grain and work from knot to knot, are painted in black with the sable pencil (see Fig. 37). When the work has been varnished or coated with a mixture of equal parts of japan gold size and turpentine, it is ready for the final glazing or overshading.
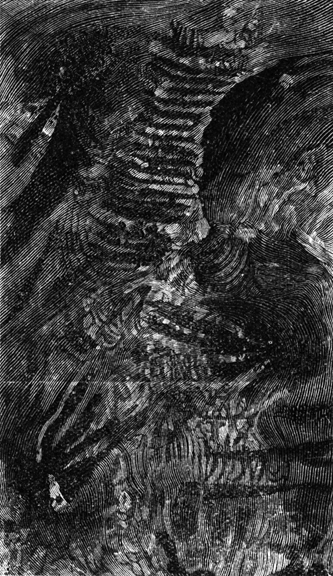
Fig. 38.—Pollard Oak Graining, Finished.
This glazing is a similar process to the first mottling shown in Fig. 36, but a weak beer wash of fine blue-black 62 is used instead of burnt sienna. The wash having been well brushed over the panel, the sharp lights amongst the knots are wiped out with the leather, which is then rolled over the work in such a manner as to give more depth and transparency (see Fig. 38). If these instructions are carefully followed a rich and natural woody effect will be obtained; and a panel so treated is an admirable foil to the maiden oak stiles of a door. The work, after it has been coated with copal varnish and allowed to stand untouched for a few days, is ready for flatting or felting down with finest pulverised pumice-stone, rubbed with felt and water. Finally, a good coat of carriage copal varnish gives a finish that will last, with occasional re-varnishing, for many years.
Another imitation of pollard oak, based on the same principle as that just described, is obtained by slightly different means. The ground, which is rich and warm, has a strong wash of burnt sienna rubbed in. The dark masses of knots are dabbed in with a sponge dabbed in the vandyke wash and also slightly into the blue-black; the connecting touches of dark colour are also put in. The colour surrounding the knots is now worked with the mottler in one direction; use the brush at right angles to the board, and get one natural lead across the plain spaces from one “nest” to another. The graining surrounding and amongst the knots is worked with the round stiff fitch into the same natural curves indicated by the mottler; any knots that appear too spotty or set are opened with the fitch. The plainer spaces may be mottled, but not to such an extent as is shown in Fig. 36. When the work is dry, wet it with beer and proceed to overgrain, using the thin overgrainer charged with a thin vandyke wash and separated into divisions. Soften the grain to a dark edge, and put in with a sable pencil dipped in a blue-black wash the fine markings which cross the grain. The varnishing or binding coating is now given, and the work glazed with vandyke brown, if desired full and rich, or with blue-black if the warmth requires to be toned. If beer is used with the pigments, the work can always be safely wetted to ascertain the colour when varnished. Any slight alterations or additions can therefore easily be executed by re-wetting parts that may have dried too quickly.
Pollard oak in oil is grained similarly to that in water. To execute pollard oak in oil, the colours required are umber, vandyke brown, and raw sienna, ground to a paste in boiled oil, placed on separate palettes, and thinned for use with turpentine. With a large hog-hair tool or a sponge, give a thin coat of burnt sienna over all the work, and before it is dry dapple it over in various directions with the prepared colours, putting plenty of colour where the knots are to be shown. The best tool for this purpose is a well worn flat mottler, having a thin, uneven row of hairs, and it should be dipped first in one colour and then in another. To form the knots, dip the brush into the burnt umber made thin with 64 turpentine, adding a little black in places. The knots can be further shaped by taking out the lights with a brush moistened with turpentine. Small fitches rinsed in turpentine will take out sharp lights. When this colour is set, put on in a curly direction a thin glaze of burnt umber. There must be enough oil in the colour to bind and keep it open so that it may be easily worked. The softener must be liberally used. A cork is sometimes useful for forming knots on the dark part of the colour, and it should be twisted with the finger and thumb to give the light and shade. The heart and sap of the wood should be taken out with a fitch, in the same way as for light oak, but there is not much of the ordinary figure in pollard oak. A flat graining brush, well filled with thin black, will produce the top grain in a curly form, and finally the work should be glazed with vandyke brown, with a touch either of black or of burnt sienna. The knots and dark parts may be finished with a camel-hair pencil. The glazing may be done either in oil colour or water-colour. If done in oil, the lights can be wiped out with rag. The colour is made up of vandyke brown, with a little burnt sienna or black, according as warm or cold tones are required. Really, final glazing is the same as in the distemper process, except that the colours do not require binding.
Root of oak is similar to pollard oak. The grain, however, instead of flowing from each set of knots, encircles the masses of knots in irregular rings of overgrain, and the dark pencil veins are more in evidence.
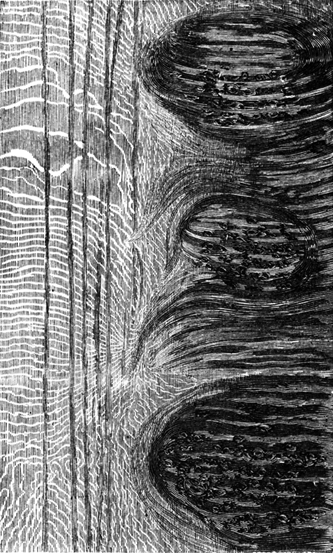
Fig. 39.—Knotted Oak.
Knotted oak, so called, combines the knotted and figured portions of the wood (see Fig. 39). It is often employed, when graining oak in oil, for the panels, with ordinary oak stiles. It has a warm buff ground, containing a dash of umber; whilst for the graining colour the best burnt Turkey umber is used. The colour is rubbed in, and one side of the panel combed, while on the other side the dark knots are put in by means of a stiff fitch dipped in umber and terebine. With another fitch give these knots and the surrounding space a growing motion towards the other half of the panel. Now put in the fine lights across the slightly combed half with a lead towards the knots, and then work up the knotted half with a pencil and rag. When this is dry, overgrain with a distemper wash of vandyke brown. 65
The ground for knotted oak requires generally about 1 lb. of yellow ochre ground in oil to 7 lb. of white-lead, with about ¼ lb. of Venetian red mixed with it: 4 oz. of driers and a 2 to 1 mixture of linseed oil and turpentine are mixed in, and the whole is strained for use if thin enough. Another recipe gives the quantities of white-lead and yellow ochre as 3 lb., and 1½ lb. respectively, the other ingredients being the same as above in name and proportion. 66
The characteristic features of bird’s-eye maple are—a delicate, irregular mottle on a cream ground, interspersed with knots, single and in clusters, encircled by a fine and graceful overgrain. The colour-effect of maple wood is that of a decided cream-colour, which, when French polished, usually develops into a golden tone. Although the mottle has a colour similar to that of the ground, a slightly cooler tone is adopted for the mottle in graining. The little knots, or “birds’ eyes,” and the fine overgrain, are marked by a slight red colour.
The tools required for maple graining in distemper are almost the same as those used for imitating pollard oak, namely, thick hog-hair mottlers, about 3 in. wide, a thin stiff hog-hair mottler about 1 in. wide, a sable overgrainer about 2 in. wide, a badger softener, a sable pencil, a maple-eye dotter and shader, a clean washleather, and a piece of soft sponge. The importance of extreme cleanliness in working imitations of such a light and delicate wood as maple cannot be too strongly emphasised. Brushes, vessels, and pigments should be free from the slightest grit, grease, or dust. There should be at hand a vessel of clean water in which to rinse and dip the brush; the superfluous water, which might run down and spoil the graining colour when spread, is pressed out against a washleather.
The ground for maple is creamy white, and is prepared with good white-lead, slightly stained with Oxford or Italian ochre in oil, and is sometimes given a faint pink tint by the addition of vermilion. One recipe says: mix to a paste with linseed oil 4 lb. of white lead; grind on the palette board rather less than ¼ oz. of vermilion, well mix or rub it up with linseed oil—only enough to form a pale pink—and add to the white-lead; use ¼ lb. of driers, mix well with linseed oil 2 parts and turpentine 1 part, and put it through a strainer. 67 The grounding colour should be very carefully laid off, any coarse brush marks showing unpleasantly when grained and varnished. The graining paint may be coloured with vandyke brown, either alone or mixed with burnt sienna, but very natural effects are obtained by using a mixture of the finest burnt umber, ground in water, and a little raw sienna. For ordinary work, however, a wash of vandyke brown serves well. Another suitable recipe is: rub up with water vandyke brown in water 2 oz., and drop black 1 oz., dry, and thin out with 2 parts water and 1 part beer. The graining colour should be well rubbed in, and the imitation then is begun.
The proper use of the mottler is essential to success in graining bird’s-eye maple. This brush takes out parts of the colour, and leaves the remainder in the irregular form of soft shadows or mottle. It is assumed that the colour has been spread, and that a few darker touches of the same colour have been put in towards the centre of the panel with the sponge. By softening with the badger, the dark spots are blended into the general tone, and the colour is sometimes brushed from the centre towards the outer edges to avoid the monotony of a perfectly flat mottle. On taking up the mottler in the right hand, it will be found that the fingers can grasp the hair at the base and so break up the straight line of the bristle ends. Hold the mottler at right angles to the panel, and so cause the top to wipe out an irregular undulating portion, instead of a straight square shape. A large panel is worked by wiping successive pieces out of the softened colour with the top of the brush, leaving larger mottle at the sides, and working to smaller portions near the centre and heart of the wood. To get a natural mottle, a double action of the brush is often used, the second one cutting across the first of an obtuse angle; hence it is best to first mottle from top to bottom of a panel, across its entire width, and then, after softening with the badger, to repeat the mottling, slanting the brush diagonally across the previous mottle. The process of mottling a panel takes a longer time to describe than to execute. The colour must be spread, softened, and mottled, and the knots or birds’ eyes and the bright lights added before the colour dries.
Although interspersed somewhat irregularly all over 68 the panel, the knots mostly occur near the top edge of the mottled portions. A single knot will show, on examination, to be a circular dark marking with a bright spot in the centre. There are several methods of making these eyes, the most convenient being the camel-hair dotter previously mentioned. This tool, which is hollow in the centre, replaces the piece of twisted cloth or leather affixed to a wooden holder used a few years ago. A sable pencil was sometimes used; or the grainer would just dab the tips of his fingers in the wet colour, producing most unsatisfactory results. The eyes should be put in with burnt sienna dissolved in beer and 69 softened with black or vandyke brown. The light spot in each knot must be taken out with a pointed stick covered with a piece of washleather. The small reflective lights springing outwards from the eyes across the mottle must also be wiped out, and the work should then have the appearance of Fig. 40. If possible, all this work must be done before the colour dries. In hot weather, however, the water soon evaporates, and so the dry colour has to be wetted by drawing down it a large mottler well washed in clean water. The addition of beer as a binder to the graining colour is not absolutely necessary, unless black pigments are used, but it 70 makes the colour safe for wetting, and therefore its use is advised. The final overgrain should be put on the panel whilst the latter is wet, and is softened outwards as it is executed. It is put in with the sable pencil dipped in burnt sienna colour, working from and around the knots in irregular concentric lines from the heart, as illustrated by Fig. 41. When the central heart-grain has been pencilled from top to bottom of the panel, the sable overgrainer completes the work on the sides, following the formation of the pencil work and gradually working into regular straight markings. A few delicate touches of red shading under the little knots are then put in with the shader or pencil, and softened downwards, both these and the grain being kept unobtrusive in tone and depth of colour. To finish the work, coat, when dry, with the lightest copal varnish. The ageing of a darker varnish would destroy the delicacy of the imitation.
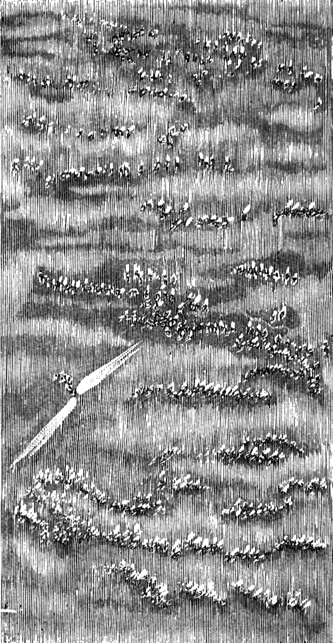
Fig. 40.—Bird’s-eye Maple Graining, First Stage.
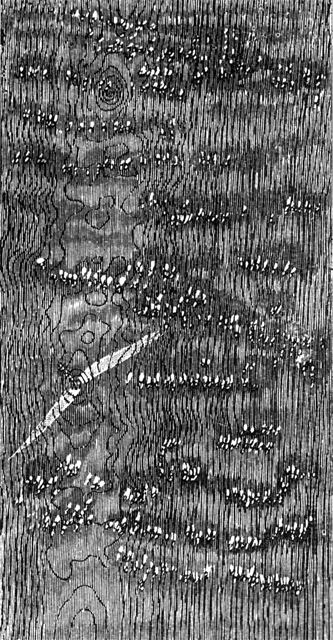
Fig. 41.—Bird’s-eye Maple Graining, Finished.
Graining maple in oil has little to commend it, except that by its aid good weathering surfaces may be obtained. The usual methods of mottling in oil are: working a washleather over the work as previously described for pollard oak, or drawing down the hard edge of a strip of buff leather, which takes out the colour in irregular patches, but not with a natural-looking result. Providing that the instructions for executing maple graining in water have been mastered, there should be no difficulty in doing the work in oil. 71
The varieties of figure and mottle to be found in mahogany are many, but descriptions of two of the chief—feathered or Spanish and baywood or Honduras mahogany—must suffice. Baywood is considered to be inferior to feathered mahogany, but for imitative purposes its appearance is much to be preferred. The elaborate mottling and feather of Spanish mahogany when put into door panels seem to overpower the plain stiles, and there does not appear that repose in its entirely which baywood graining possesses. Baywood graining is best done in water colours on a hard and glossy ground.
Oil grounds for mahogany graining have as a basis white-lead, stained with Venetian red and a little yellow pigment to the correct tint. For instance, take 3 lb. of Venetian red in oil, and ½ lb. of orange chrome. Grind up the chrome with a palette knife, put in the Venetian red in the form of thick paste, and then, after well mixing and grinding up the chrome, put that in. Pour in about a gill of gold size or terebine driers, mixed with boiled oil 2 parts, turpentine 1 part, and put through a strainer. The ground should not be spread until a day or so before the graining is to be executed, for if many days are allowed to elapse, the water colour is spread with difficulty, and the work has then to be damped with a little whiting water.
Graining colour for mahogany is made by mixing burnt sienna and vandyke brown, both ground in water, with beer and water until the desired depth is reached. This wash is rubbed into the panel, and some parts are wiped light either by drawing down the mottler sideways or by using the piece of sponge. The mottler is rinsed and wiped and then drawn down the panel, using the top only, and with a light hand. This softens the light into the darker portions, and also gives an appearance of the general grain. Draw the point of 72 the large mottler down the panel, leaving here and there lighter spaces and masses of mottle, chiefly on the light portions of the work, and then mottle across the dark work and mottle just formed, marking bright and sharp lights. Soften the mottle crossways of the panel and then allow to dry. A camel hair mottler with a fine elastic edge will take out the lights that appear across the darker parts, as a cutter taking off the colour gives the lighter parts; a camel-hair mottler is useful also to light up the markings.
For overgraining, dip a thin hog-hair overgrainer into a deep wash of colour, divide the hairs, and then put in the overgrain, which may advantageously be worked for a slight distance with the pencil, thus getting an irregular heart grain, to which the overgrain is worked. As in maple, the latter portion is softened as it is worked. The plainest variety of baywood may also be imitated by making the shades in the colour as it is spread more distinct, and sometimes giving a decided curl. Slightly mottle with the camel-hair tool, soften, get the undergrain effect by sharply stippling over the plainest parts of the work and slightly softening this lengthways, and, finally, overgrain as above with the hog-hair tool.
Bastard mahogany is done in much the same way as Honduras; but a few of the processes are left out. A broad, flat fitch is used for putting in the dark markings. A damp hog-hair mottler then lightly is drawn over the markings, the badger being freely used to soften any harshness. The feather-edged mottler, clean and damp, will take out lights across the darker parts. The overgraining is done in the same way as for feathered mahogany.
Feathered or Spanish mahogany usually has a more deeply coloured ground than baywood, and the graining mixture is also used much stronger, so that the mottle is sharper and more brilliant. A purple tone is often seen in the better polished specimens, and this is obtained in the imitation by substituting a little Victoria or mahogany lake ground in water for the burnt sienna. Vandyke brown alone, or mixed with the lake and a little beer, may be used for first rubbing in the panel, but the lake is most effective, and, indeed, is necessary for the final glazing of feathered mahogany. A ground for feathered mahogany is made with 73 4 oz. of vandyke brown and 2 oz. of damp lake, rubbed up together in water and thinned with equal parts of beer and water. On examination of a good panel of the wood, it will be found to have a rich dark centre portion, from which springs a bright feather stem, throwing out on both sides a silky mottle, which falls in the shape of a feather in graceful, regular lines. The centre stem is slightly curved, and its top fades into a mottle.
The usual method of working feathered mahogany is to rub in quickly the graining colour, and to put in the dark tone of the centre with a large flat fitch. Beginning at the base, with a brush a dark curve is made, a band of general colour is left, and then another curve is made, and so on, gradually decreasing in size and strength of colour. The top of the thin hog-hair mottler or cutter is made to cut out the bright rising lights that form the stem and spray out on either side. The sharp silky lights coming from the centre are put in with a camel-hair mottler. The mottling tools require repeated rinsing in water and wiping on the leather. The colour may now be wetted by drawing the mottler, dipped in clean water, down the panel; and the contrast may be heightened by sharpening up the lights with a washleather or adding dark touches of colour with a sable pencil.
The overgrain is now put in, using the thin hog-hair brush, and working the grain after the formation of the darker curves of colour, thus crossing the centre of the feather. Starting upon the one side, the brush is drawn up gently, twisted carefully across the feather with a wavy and spreading motion, and then returned down the opposite half in similar manner. After each movement of the brush the grain is softened upwards from the base before it sets. When the work is dry, bind down the colour with a coat of varnish or japanner’s gold size and turps, then overglaze it by rubbing a wash of mahogany lake and beer over the work, and roll a pad of washleather partly over it. This leaves an irregular mottle; but if the previous work has plenty of variety and figure, it may be desirable to merely rub over the afterglaze, and to soften it without mottling it with the leather.
Satinwood is imitated in much the same way as mahogany, the chief difference being that, instead of the purple 74 tone, satinwood is a rich golden yellow. The ground and general tone resemble maple, which, however, is not so full in colour. The grounding paint is therefore stained to a cream tint with yellow ochre, whilst the graining colour is raw sienna finely ground in water. When it is wished to soften the colour, a little burnt umber or vandyke brown may be added to the sienna, or, instead, the ground may be white lead 7 lb., and middle chrome yellow 2 oz.; well grind the chrome with linseed oil with palette knife on palette board; well mix with 2 parts oil and 1 part turps, and strain well. Also, the graining colour may be made with raw and 75 burnt sienna and raw umber. Another recipe for graining colour is: vandyke brown, 1 oz.; raw sienna, 2 oz.; mix well together in water, and thin out with beer, 1 part; water, 2 parts. In a door panel, the curl or feather is softer in contrast than in feathered mahogany, and the surrounding mouldings and stiles are best mottled simply and coolly. The overgraining is executed in the same manner as for mahogany; the wash may be slightly darker than the graining colour, or may have a tinge of red. It may be made with blue-black and ivory black. The varnish used should be the lightest copal.
A simple way of proceeding for satinwood is to moisten the ground with whiting and beer, and then evenly rub in the graining colour with a sash tool and hog hair mottler. Moisten a coarse sponge in beer, and draw in down the work to produce broad, wavy, and slanting streaks, and then soften the whole. With a moist camel hair mottler work down the edges of the streaks in such a manner as to obtain the effect of variation and fancifulness seen in the natural wood. Then do the overgraining, the heart of the wood being done with a small sable pencil, slightly brushing up with the badger. For the remainder of the overgraining use a sable-tube overgrainer or a sable flat overgrainer, and separate the hairs with a comb.
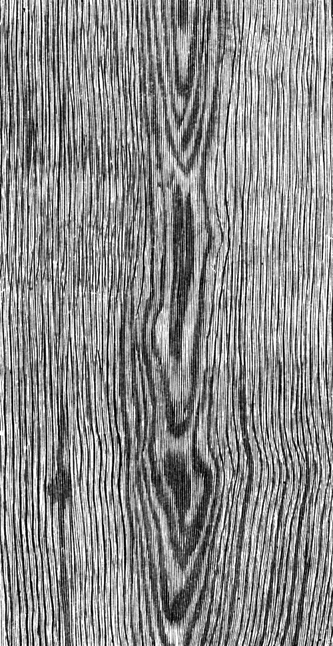
Fig. 42.—Pitchpine Graining, First Stage.
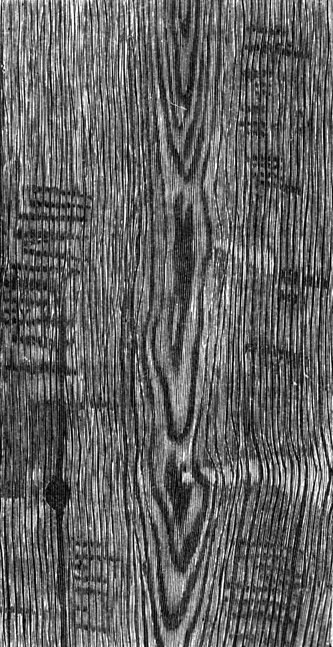
Fig. 43.—Pitchpine Graining, Finished.
There are two methods of graining pitchpine; one, as shown by Figs. 42 and 43, being executed in water colour, the other being done in oil. Any good light oak ground serves for pitchpine, though a more finished effect is obtained by working over a light buff colour, which shows a soft red tint instead of a yellow buff. The graining colour is made with raw sienna ground in water, a little burnt sienna, and weak beer, and is spread in the usual manner over the panel. Run in the heart-grain with a goose sable pencil, using a deeper shade of the sienna colour. The straight outer grain is obtained by drawing down the sides a sable or hog-hair pencil overgrainer. The knot or heart is darkened with a touch of vandyke brown. Before the work dries, the heart-grain is softened and graduated with the badger as in overgraining oak (see Fig. 42). The best results are gained by coating with japan gold size or varnish, and then, when the oak is dry, rubbing over with the same graining colour and mottling as in Fig. 43.
In graining pine in oil, there is no necessity for binding the colour before overgraining or mottling. The mixing of sienna oil-graining colour and the manner of wiping such figure have been dealt with in connection with oak graining. 77
The varieties of walnut wood to be treated in this chapter include the ordinary kind, Italian walnut, American walnut, and satin walnut.
The following have been given as grounds for walnut graining:—
(1) White-lead, 7 lb.; orange chrome, 1 oz.; Venetian red, 3 oz.; and burnt umber, 3 oz.
(2) White-lead, 1 lb.; patent driers, 2 oz.; ochre, Venetian red, burnt umber, 1 oz. of each.
(3) White-lead. 2 lb.; Oxford ochre, 2 oz.; Venetian red, 2 oz.; burnt umber, 1 oz.
For use, the above are thinned with equal parts of raw linseed oil and turps.
There are several distinct steps in the imitation of walnut grain. The first or under mottling presents a shady appearance; it is done with 1 oz. of burnt sienna ground in water, and 2 oz. of vandyke brown, mixed together on a palette; the next produces a light wavy kind of figure, and is done with a mixture of 1 oz. of vandyke brown and ½ oz. of drop-black dry, rubbed together with water and thinned with beer; the third is a dark overgrain curved in a number of fantastic shapes; the finish is a glaze showing a number of dark markings across the other work. The shady ground is obtained with a well-worn mottler, having thick hair; instead of the recipe given above, the colour can be made up of vandyke brown, burnt sienna, and blue black. The colour is laid on in various depths with the mottler, and then carried down the panel from the top with a wavy motion. It is here that dexterity obtained by practice in imitating the real wood will give facility, since a great variety of effect can be obtained by skill of hand, leaving a suggestive foundation for after-work. When the mottling is done, and whilst the colour is still wet, the work should be flogged with the 78 side of a dry flat brush, working from below to the top, so as to get the effect of the pores. When this is dry, the thin mixture of water colour brown should be laid over the entire work, using various sized overgrainers, and here and there breaking the curves; it should then be softened with the badger, working in an upward direction. When this is dry and hard, use a soft brush and clean water to wet the work, so that the overgraining may be done without disturbing the markings of the under work.
The overgraining colours should be in separate pots or slabs, with a basin of weak beer at hand to further moisten them when necessary; by dipping into the several colours, a great variety of tints may be obtained. Groups of knots and irregular lines connecting the various parts may afterwards be added. The curls of the veins round the knots, which are of various degrees of darkness, surround a light spot. Variety and the effect of graduated light and shade may be obtained by using worn fitches, together with several sorts and sizes of overgrainers.
Before glazing, the work should be protected with a coat of varnish and turpentine. When the varnish is dry, the surface of the work should be glazed. The glazing should be across the other work, and be lighter and darker in places; and the light parts can then be wiped out with a damp leather, those parts requiring it being strengthened with a pencil. The glaze may be composed of vandyke brown, broken by black used very thinly, or a colour made of burnt sienna, vandyke brown, and black, or burnt sienna with a touch of black as desired, mixed with weak ale; sometimes a very small portion of dark blue may be used in places. All graining processes develop accidental effects, which a skilful man looks out for and is always ready to take advantage of; so that, whilst remembering the characteristic features of the wood he is representing, he should work with the greatest freedom and boldness.
The following method of graining Italian walnut differs from that just described. Italian walnut is chiefly noticeable for its massed of knotted and curly grain, and is rather darker in general tone than that of the walnut wood used in piano construction, though equally rich and clear when properly prepared and polished. In graining in imitation of 79 this wood, the ground should always be a soft, drabby brown, which may be obtained by staining the prepared white-lead paint with yellow ochre and Venetian red in equal proportions, afterwards sobering the colour by the addition of burnt umber.
The distemper or water colour process is the one usually employed for Italian walnut, the requisite pigments for the graining colour being vandyke brown, burnt sienna, lamp or ivory black, and a little Prussian or indigo blue. These are powerful colours, and 1 oz. of each will suffice for a large surface. For ordinary purposes, the blue pigment may be 80 dispensed with, as it is rather costly and may be difficult to obtain ground in water. A black has no binding power, and has to be largely used in the graining colour, it is advisable to use beer and water in about equal parts as the medium. Before applying the graining colour, glasspaper the ground, well dust, and, if the paint has been standing for a long time, rub it with a little dry whiting on a pad of rag, or sponge it with diluted beer. Rub in the panel with the graining colour, and then proceed to figure it. The greater part of the panel may be occupied with one large cluster of 81 knots and encircling grain, with a surrounding of plain graining as in good specimens of Italian walnut. Another effect, and a more common one, may be obtained by working in two or three separated and smaller clusters of knots in one flow of grain.

Fig. 44.—Italian Walnut Graining, First Stage.

Fig. 45.—Mottle and Undergrain of Italian Walnut.
Mottling the stained ground is the first proceeding. If the former plan is adopted, the surface will be mottled small and delicately across the panel, but fully under the mass of knots, and more sparingly and broader under the surrounding plain grain. Whilst mottling straight across the panel, the 82 general curve of the outer grain is followed (see Fig. 44). In imitating the second variety, the mottling may be on more regular lines straight over the width of the surface, accommodating it slightly to the intended plan and knotted parts, but following no decided curve (see Fig. 45). While wet, soften with the badger, and then allow to dry. The delicate pores forming the under grain are obtained by the use of the thin oak overgrainer, which, with the hog-hair divided and charged with colour, is worked in wavy lines and curves across the mottling. These marks are softened outwards or upwards, and a light inner and a dark outer edge or grain is thus obtained. This must be kept quiet and subservient to the after process, and, if desired, the undergrain may be subdued upon the ultimate plainer parts, and be stippled instead, as with mahogany.
The curly and prominent grain, which possesses much variety of colour, tone, and depth, must now be imitated. Some leading veins appear black and some a warm brown, whilst the bulk give various shades of brown of the vandyke tone. In order that these veins may sink into and become part of the wood, a double method of softening them is adopted. Rinse any colour from the large mottler and lightly wet the panel with it. Dip the overgrainer in beer, wash, and work it into the black and vandyke pigments; these latter should be rubbed up separately and be ready to hand, in a liquid form. The separated hair of the overgrainer enables the prominent grain to be worked in with despatch and pleasing variety, and the effect is much superior to that which might have been obtained by the use of the pencil and by making one vein at a time.
The main lines of the panel have already been shaped out by the mottling, etc., but whilst that lead is followed and the veins worked across the mottle, attention must be given to the natural play of the grain, the sharp and subtle curves, the widening out and closing up of the veins caused by pressure upon the tufts, and the variety of colour. For the richest Italian walnut (Fig. 47) the inner parts may with advantage be left for filling in with pencil and black pigment, although by expert twisting of the brush most natural masses of knots and curly grain may be made. If worked upon wetted surface, the main veins partly soften themselves, 83 though the softening with the badger must be done as the work is proceeded with; by gently brushing across the grain, a natural light and dark edge is obtained. The blurring of the veins which lie close together must be avoided, even at the cost of a few hard veins. If, after overgraining, it is desired to further work up the panel, it is wetted as before, the inner knots are put in together with touches of black or strong veining, and the whole is softened. There is a danger of spoiling the panel if it is not wetted.
Glazing is the process with which the final colour is obtained 84 and certain portions of the work subdued or heightened. First bind the colour already applied by coating with japanners’ gold size or copal varnish, and, when dry, spread the wash, making some parts warm with the sienna, and other parts, especially the knots, stronger and deeper with vandyke brown and black. A little transparent blue, judiciously used, will give extreme richness. Roll a damp washleather over those portions where a soft mottled effect is wanted, and then wipe out the brighter lights across the knots and carefully soften. The coat of gold size or varnish will bring out all the work previously put in (see Fig. 47), so it easily can be seen whether further touches are required. If they are, the additions must be made whilst the glazing is wet. When dry, coat with good copal varnish. If a superior surface is required, rub this when dry with pumice powder applied with a wet pad of felt, rinse with clean water, and re-varnish. A less effective plan is to substitute emery cloth for the wet pumice powder. In either case, take care that the graining is not rubbed into fine white specks; rather than that should happen, it were better to sacrifice the smoothness. The work before glazing is shown by Fig. 46.
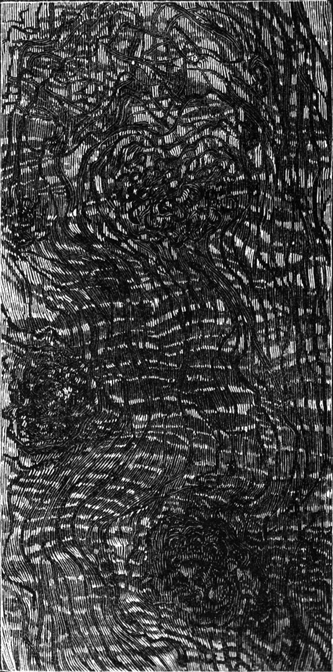
Fig. 46.—Italian Walnut Graining, before Glazing.
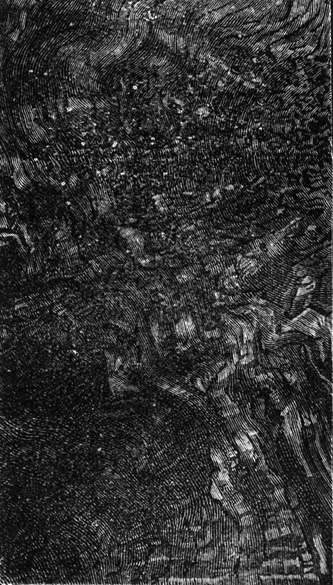
Fig. 47.—Italian Walnut Graining, Finished.
In graining a door in imitation of walnut, the most prominent portions, such as the panels, should be the best and richest; the mouldings should be dark but quiet, and if blacked in imitation of ebony look well. The plainness of the stiles and rails should act as a foil and a relief to the richness of the panels. The grain at the joints of the rails and stiles should be quite distinct, as in a door constructed of the genuine wood.
American walnut, a hardwood now much in vogue, has a ground of the medium oak shade; it contains a little Venetian red, ochre, and burnt umber, the latter predominating. In graining woodwork in light and exposed positions, there should not be much contrast between the tones of the grounding and graining colours; but, for staircases and dark positions the ground should be very light, this being preferable to making the graining heavy and black. One distemper process produces a passable effect; but to obtain good results, binding down succeeded by a second treatment is necessary. It is assumed that an ordinary door is 85 to be grained by the first method. Either Turkey umber or vandyke brown may be used for the graining colour, the former preferred. Rub up a portion of the pigment, work up a little ivory black or lampblack with beer, and place in separate vessels; have at hand also some diluted beer. Rub in the panels, dipping the brush first in the liquid and then in the pigment. A variety of shades may be obtained, and a lead given to the grain by slanting the brush whilst working it down the grain. A finer grain is then given by the badger, which is used not as a softener, but with pressure upon the sides of the hair. A natural softness is finally given to this by lightly softening across the grain, and the panels are then allowed to dry. The stiles and moulding quirks are rubbed in and treated in the same manner, working up from the bottom and finishing each rail and stile as the work is proceeded with. By spreading the colour on the stiles with the broad mottler, occasional cross-reflected lights may be obtained; these are broken up by the softening to the least possible extent. The mouldings are run in at the last with a darker or lighter tone than the rest of the door, or may be coated with ivory black or lampblack, using beer as the medium, in imitation of ebony. When cost is a consideration, the first graining may be varnished, and after rubbing in a slightly stained weak beer-wash, the dark top veins may be put in with a hog-hair veining fitch. The stiles may be darkened all over, and so be made to contrast well with the rails, in which the grain is made to appear a little stronger.
In graining furniture in imitation of satin walnut, give the furniture three coats of size to build up the groundwork. The size is prepared by dissolving 1 lb. of concentrated or powdered glue size in 2 pints of boiling water, and adding whilst hot 1 oz. of raw umber, ½ oz. of ochre, ¼ oz. of Venetian red, and 10 parts of finely powdered Paris white or best whiting. The whole should be stirred thoroughly, and passed through a strainer or fine piece of muslin to render it free from grit and to ensure a uniform colour. Each coat should be rubbed well into the wood by means of a sash tool, after which a finishing coat of colourless size should be given; the work then is ready for graining. Raw Turkey umber with a small quantity of burnt umber used sparingly 86 will make a good imitation satin walnut; a richer effect can be gained by adding a small quantity of burnt sienna, mixing the colours with beer, which readily binds them and prevents rubbing up. The surface of the woodwork is then given a coat of umber, and the desired pattern is produced by means of a sponge, the colours afterwards being blended by means of a badger softener. The work is allowed to dry thoroughly, and then is given two coats of good copal varnish.
Beyond the various woods whose imitations have been treated in former chapters, and may be considered the staple lines of the grainer’s craft, there are many woods with which the competent grainer must have a practical acquaintance. These are known as fancy woods, and the demand for their imitation varies with the ever-changing fashions in furniture and cabinet construction. 87
Ash has a yellowish-drab ground, and the process of imitating it resembles that for pitchpine (see p. 76), but ash has a finer and more curly grain. Use the same graining colours as recommended on pp. 74 and 75 for satinwood, and overgrain with vandyke brown and blue-black.
Hungarian ash is irregular in grain, curly, finely grained and mottled, and has a silky appearance. Graining to this pattern is done in oil, and is glazed in distemper. The ground colour should be light, with only a touch of Venetian red, or preferably vermilion. Take burnt sienna and drop black, and megilp as for oak, combing and rubbing it out with a small well-worn pick dipped in this colour. Afterward mark out the curling veins, then with a sable pencil put in the wavy parts outside the curls. Soften with the badger. A small steel comb will now cut up into fibres the darker part of the curled veining. After dabbing with stale beer to prevent cissing, the glazing colour, mixed with beer and consisting of burnt sienna and a touch of black, may be laid over with a mottler, and the lights taken out with a cutter across the veining.
Rosewood has a rich general tone, having a ground of red shades and being marked with dark brown and black figure and veins. This red ground may be made with Venetian red, a little white-lead, and burnt umber. A brighter tone will be obtained by substituting vermilion for the Venetian red, whilst yellow ochre will give an orange tone. Ground: One recipe is Chinese red, 2 lb., or vermilionette, 2 lb.; orange chrome, ¼ lb.; mixed with gold size and boiled oil and turpentine; boiled oil 3 parts, turpentine 1 part, and pass through a strainer. This ground generally requires two coats to cover well. For the beer-wash graining colour, vandyke brown, burnt sienna, and indigo or blue-black may be used; for a simpler effect a mixture of sienna and black 88 suffices. In both cases a black pigment is required for the veins, and a little victoria or mahogany lake for the after glazing. A thin wash of colour having been spread with varying degrees of richness, the panel is streaked into light and dark portions of wood. The light portions are broadly mottled with a cool wash of colour, and the whole is then softened. Whilst the work is still wet, put in the black and brown veins, working the thin oak overgrainer as for walnut, but with more black and fewer curly markings. Soften the veins and stipple any plain portions before the colour dries. If desired, the work can afterwards be wetted with clean water and the black veins touched up with the veining fitch or sable pencil. After binding with varnish, a wash of mahogany lake and vandyke is applied and slightly mottled or wiped out with the leather, the knots being worked up and shaded, and the whole softened with the badger. The imitation is complete when a coat of good varnish has been applied.
By a different method of working, the tone of rosewood is obtained by working burnt sienna, mahogany lake, and vandyke brown over the bright red ground. Rub burnt sienna barely over the ground and flog it with a flat hog hair brush or a badger, using the side of the brush. When the work is dry, it should be damped with clean water, and darker and thinner colour formed of burnt sienna and vandyke brown should be worked down the panel in lines, with light spaces between. This should be dragged down freely with the softener to form the grain, and when dry, an overgrainer full of colour, using blue-black very thin, should be drawn over the light parts. The darkest colour of all may now be drawn down with a fitch, breaking up the lines into short lengths. The jagged edges of the short length of fibre should be accentuated with a pencil, after being already produced by the mottler. A few touches with a pencil dipped in the colour will add to the effect. The work is finished with a mahogany lake glaze, judiciously worked all over, the high lights being wiped out. Sometimes rose pink is used for the glaze. The glaze should be oil colour, to allow of still further blending the direct up and down grain into the lengths already broken by the overgraining; short lengths are characteristic of the wood. 89
Teak has a grain somewhat resembling pitchpine, but, when polished, has the colour of cheap walnut. Teak has little or no figure, and is greyer and not so red as walnut. It may be imitated easily by the distemper method as described for pitchpine (see p. 76). The ground is stronger in yellow than a walnut ground, and much lighter in tone. The graining colour should be free from any “lakey” tone, and made with either burnt Turkey umber or black and burnt sienna; the veins and figure are pure black and deep browns.
One method of graining teak is to have a ground composed of white-lead, burnt sienna, and a little chrome. The graining colour may be as above, or may be a mixture of vandyke brown, burnt sienna, and blue-black, ground very fine in water. Damp the ground with a mixture of 1 part of stale beer and 2 parts of water, to which is added a small quantity of whiting. Apply this with a sponge, and finish with a leather. Then brush the graining colour in water over the panel, and mottle it with a mottler about 4 in. wide, working it with a wavy motion. Whilst the mottling is wet, take a dry hog-hair brush and well flog the panel with it to give a woody appearance. Try to obtain the transparency of colour seen in real wood. When the flogging is dry, thinly coat the work with a mixture of equal parts of varnish and turps. When this fixing coat is dry, overgrain with a mixture of vandyke brown and blue-black.
Birch has a light clean buff ground made with white-lead, stained with either yellow ochre or raw sienna in oil. The graining colour is a thin wash of warm brown, and the panel should have two or three broad colour shades. The darker parts are then mottled into the lighter ones, and, whilst still wet, the mottling is softened, and the mottler is then passed across the previous work so as to cut it up. When the work is dry, wet it with clean water and put in the darker overgrain with a thin oak overgrainer, using a stronger wash of the graining colour. Finish by coating with a light varnish.
Tulip wood is of a rich red colour, and is much used for painted inlays. A wash of mahogany lake and vandyke brown is spread over a light yellowish-red ground and slightly stippled. The cross lines of darker red are painted in with an overgrainer or pencil, the desired tone being obtained by the use of lake and burnt sienna. 90
Amboyna wood is seldom used except for small surfaces or inlays, so small clusters of knots usually suffice as an imitation of it. The ground is rather more yellow than that of tulip wood, and the colour for the knots is made with burnt sienna and burnt umber or vandyke brown and sienna. After putting in the knots with a round fitch and pencil, a coat of varnish as a binder may be applied and the work may be finally glazed with varying tones of red and brown.
The ground may be raw umber and white lead, and the graining colour equal parts of vandyke brown and burnt sienna ground in beer, a very little raw sienna being added; or, instead, the ground may be a mixture of white lead, yellow ochre, and Venetian red, the graining colour being the same as above. When the colour is quite dry, put in the knots and other markings with the same kind of colour.
New Zealand oak, or yew as it is sometimes termed, is very similar to amboyna wood as regards growth and grain, but has not the redness of the latter. In large surfaces, the masses of knots are surrounded by fine grain and soft mottle. Turkey umber may be used for imitating this wood, with vandyke brown for the warmer parts and for the glaze and overgrain.
Silver wood has a perfectly white ground, prepared as usual with white-lead. If the imitation is to be worked on an oil-paint ground, add a touch of blue-black to the linseed oil to neutralise the yellowness. The graining colour is a weak beer-wash, stained with blue-black and indigo blue finely ground in water. This having been spread, the silvery mottle is worked with a camel-hair mottler in straight lines across the panel, some portions being made plainer, as with maple. Wipe out the clear reflected lights from amongst the previous mottling with an old or burnt-edge camel hair mottler. Should the colour dry too quickly during the mottling process, it may be left until, by wetting it over, the desired effect may be obtained. A fine straight overgrain is now put on, crossing the mottling at right angles. A thin wash of vandyke brown, used so that the overgrain is just perceptible, brings out the full value of the cool tones; and, whilst softening the mottle, gives the faint warm hue which is found in this variety of real sycamore. Softening and stippling with the badger is further advisable, as in all distemper 91 graining. The purest of colourless varnish should be used in finishing.
Purple wood has a deep red colour, and is chiefly used for fine inlaid lines and in minute pieces. It is usually worked in soft veins and markings of mahogany lake, ivory black, and vandyke brown, upon a deep red. In cheap imitations, Indian red pigment alone is used.
Black woods are imitated by coating with lampblack or ivory black well rubbed up in stale beer. Ivory black is usually obtained finely ground in turps; it should be put on blotting paper so as to draw out the turps, and may then be readily mixed with beer. For inlaid lines and fine ornament, the purest neutral black must be used. 92
This chapter will deal not so much with the art and technical aspect of graining as with the practical and everyday purposes to which graining can be applied. In the next chapter the decorative application of these imitations will be considered, but for the present the reader must be contented with putting into practice some of the knowledge and skill which he now should have acquired from instruction previously given in this book.
The furniture of the home, be it ever so common and plain, is an important topic, and its cheap, durable, and effective finish will form the subject of this chapter. Though it is probable that the learner who, from instruction given in preceding chapters, can grain a door also can grain a wardrobe, there are many further points that he can with advantage be acquainted with before he attempts the decoration of furniture.
In graining bedroom furniture, a great deal of which is so finished, in the first place the most suitable colour and aspect to give it must be considered. Preferably bedroom furniture should have a light, cheerful, and tasteful appearance, and for such a purpose the imitations of light maiden oak, maple, satinwood, pitchpine, birch, etc., are suitable. Light oak is, without doubt, the most popular of these, and probably will commend itself to the beginner who is likely to have had more practice at oak than any other wood.
The preparation of furniture for graining may be considered from the various aspects of cost, durability, and excellence of finish, but for the present the endeavour should be to make a good permanent job without sparing time or expense. Cheap ready-made furniture of common deal or pine will scarcely be finely finished in the wood, so begin by glasspapering the work down, where required, with No. 1½ Paper. After dusting it well, coat the knots with patent knotting, 93 and stand aside to dry whilst the first or priming coat is being prepared. Knotting can be made by dissolving 4 oz. of powdered shellac in 1½ gal. of methylated spirit; or smaller quantities in proportion may be used. The priming is best made with white-lead, 4 lb.; patent driers, ¼ lb.; red-lead, ¼ lb. Beat up in 3 parts of linseed oil and 1 part of turpentine until the paint is of thin working consistency. This forms a hard-drying paint of an oily nature to stop the suction of the new wood. The second coat is made with the same proportions of white-lead and driers, but with a little more turps, and for oak it is tinted a light buff with ochre ground in oil. Strain it before use, and again paper down the furniture and putty up all holes before the second coat is applied. The second coat should be a little darker than the desired tint of the graining ground. After standing a day, and without further glasspapering, the third coat, which also is the grounding coat, can be applied. This should be made as before, but with equal parts of oil and turps, so as to give a hard and fairly glossy surface for the combing and figuring. The furniture is now ready for oil graining, overgraining, and varnishing. The colour being made with raw umber in oil, according to instructions before given, each article of furniture is barely rubbed in and combed. In working turned table-legs, it is best to stipple them with a dry duster or tool, and comb only the plainest portions. Care must be taken to maintain the proper direction of the grain, and, as when working a door, the panels and drawer-fronts only should be figured, and the surrounding portions finished with varieties of plain combing. When dry, overgrain the figure and further improve the plain parts with a shading of different natural depths and stronger contrasts, according to personal fancy. The top of a wash-hand stand is better finished with an easy conventional imitation of marble, known as “black and white.” Instead of, therefore, painting this portion twice with buff, use white paint; and after the graining is finished, again coat it carefully with quick-drying white paint, and with a black crayon, or fine hair pencil and black, put in the veins, and then blend them slightly whilst the white is wet. The furniture should finally have one or two coats of hard-drying or church oak varnish, as ordinary oak or copal varnish may not, and does not 94 usually, harden sufficiently for much handling. The marbled top should be varnished with two or three coats of white hard Bath varnish, and the articles will then last, with ordinary care, a lifetime. The wash-hand stand, which usually gets the most wear, will need a periodical touch-up and re-varnishing; and with regard to the top it may be said that an occasional coat or two of varnish will many times over save the trouble of repainting.
The graining of furniture in maple, satinwood, and pitchpine, etc., will appear to most advantage when used on better made woodwork than the ordinary factory articles. They should be prepared with white lead paint, if a good job is desired, in the same manner as described above for oak, and the lessons in preceding chapters may here have their application. Most of these woods are usually grained in distemper, and to get an effective display larger spaces and portions are necessary; whereas with oak, no matter how small the work, the figure can be pleasingly adapted to it.
American walnut and pitchpine have become very popular for bedroom furniture. Some effective suites of these two woods combined have panels of walnut, inlaid with lighter wood, the framing being of pitchpine. Any grainer who has the skill is recommended to try this imitation. Maple combined with American walnut also has been used to decided advantage and satisfaction, the furniture having light panels and walnut framework. Such treatment of bedroom furniture would, of course, be entirely misapplied to the common goods first alluded to, but it would be suitable for better class articles.
The imitation of mahogany, rosewood, and other hard and costly woods, is very seldom required or advisable on bedroom furniture. The comparative cheapness of real American walnut has been the main reason for its use, and chiefly accounts for its increasing popularity, notwithstanding the present popularity of light painted and enamelled work. What is acceptable in real polished walnut is scarcely so in its imitations, for one reason especially: dark grained woods are very prone to show white wherever they get a knock, and the ordinary copal varnish never appears to so much advantage upon dark woods as upon light ones, bloom 95 and the loss of gloss being much more readily apparent upon the former surfaces. Where there is much wear and tear, light wood imitations are therefore undoubtedly the best for bedroom furniture. By graining the imitation directly upon the colours of the natural wood, it is possible, however, to avoid the disadvantage of dark woods showing when knocked or rubbed. This is a treatment capable of giving most excellent and woody effects, combined with extreme durability, when time and cost are not important.
The cheapest modes of preparing and graining furniture may here be discussed. A distemper grounding paint is made with well-washed whiting and strong patent or best glue size, and this is substituted for the coats of white-lead paint mentioned previously. Common and the cheapest whiting will suffice, but grittiness must be removed by passing it through a hair-sieve. A few pounds of whiting are broken up into sufficient water to slacken it only. The stainer, in the form of cheap powdered pigments—ochre, umber, and Venetian red—is now added according to desired ground colour. These stainers can be purchased at about one penny per pound, and the whiting is retailed usually at not more than a halfpenny per pound. The glue or patent size, the latter being the most convenient, is about the same in quantity as the whiting; it is melted with a very little water over a fire, and then stirred into the stained whiting. The distemper ground will dry much lighter than it appears, but the ordinary hard-drying varnish will, when wet, require much yellowness of colour. Usually, without knotting or glasspapering, the goods simply are dusted and well coated with the hot distemper paint. When thoroughly dry, a second coat is applied, and this gives a hard, solid ground for the graining colour. If the distemper is free from grit and has been well spread, it is not necessary or advisable to glasspaper the cheapest goods. For graining, take a little fine umber or other suitable pigment ground in beer, and dilute it to working consistency with weak beer. With a large sash tool rub over the different portions, and by streaking it with a dusting brush and then using gutta-percha or indiarubber combs, get the varieties of grain. With a piece of washleather, not rag, quickly wipe out the lights or figure before the graining colour dries, and finish each panel or division right off. The 96 roughest goods are coated with the cheapest resin varnish. In order to obtain a superior finish to this quick process, the articles may be given a thin coat of japan gold size and turps in equal portions. The overgraining is done by the usual distemper process, and a final good coat of varnish makes a fair and durable finish to a cheap imitation.
When graining dark woods by this method, one coat of the distemper ground will suffice to cover up the wood, but it is a good plan to give a second coat of strong clear size only, which will enable either oil-graining colour or water colour to be worked upon it with much more facility and effect.
In graining with oil colour upon these distemper grounds, it need scarcely be pointed out that there is no necessity to bind down before overgraining, as is required upon water graining. The strong size used with the ground, or in the after-sizing, effectually prevents the varnish from blackening and discolouring the whiting which forms part of the ground. For a good class of grained furniture, get the surface up in strong size and whiting, well glasspaper it down, coat with clear size, and give one coat of white-lead paint. For maple this is by far the best plan, and much of the cheap, plain-painted and enamelled furniture is also so treated.
Patent knotting composition or varnish is sometimes used as a first coating, then a coat of size will effectually stop the suction of new wood. The knotting alone will make a good and rich stain for deal wood, and one which can be either polished or varnished upon almost immediately.
Lest there be any doubt as to the durability of imitations grained upon size colour, it may be said that for the usual wear of bedroom furniture distemper graining will last any reasonable length of time. In comparing the two grounds, oil and distemper, the former is found to have the greater durability, but is accompanied with extra cost of time and material and an objectionable smell, whilst the latter has cheapness and quickness and absence of smell, but manipulation of size, whiting and dry colours is dirty and dusty work. 97
The practice of staining light and inexpensive woods to the colours of more rich and costly varieties is a branch of graining, and the advantage of being able to get a permanent and decorative finish upon new wood without preparatory painting is apparent to all.
Under the above heading are two distinct treatments; in one, the colour effect alone is sought after, and in the other, the figure and characteristics of the wood are also imitated. Both of these methods have their proper sphere and limitations. The description and quality of the wood stained is a most important factor of its successful treatment. For instance, white wood may be stained with the colours of light oak or maple, and a rich and satisfying effect obtained. Apply, however, the same transparent glaze to sappy and knotty deal, or to light pine with a strongly marked grain, and at once it is obvious that colour and grain do not agree. Ordinary pitchpine may be improved greatly by staining to the effect of American walnut; but if afterwards the figure of ordinary knotted or Italian walnut were grained upon it, then an unnatural attempt at combination would be apparent. The very common and popular red staining of cheap furniture—presumably in imitation of mahogany—strikes in the mind at once a note of discord. Mahogany is an expensive wood, and therefore imitations of its colour on common stuff are rather objectionable. Then, again, the colour of even the cheapest mahogany cannot be obtained by a bare coating of stain, so that it is not satisfactory from either point, consistency or appearance. Mahogany, walnut, maple, and other choice woods, particularly those which are imitated best in distemper colour, can however, be beautifully grained upon prepared plain wood, with results almost equal to work done upon painted grounds. As in most of these dark varieties it is necessary to first stain 98 the wood a general colour, the pigments and fluids most serviceable for plain staining purposes may be considered from the painter’s and grainer’s point of view, not from the polisher’s.
Preparation for plain staining is a matter of circumstance, depending upon the nature of the wood to be stained and of that to be imitated. If the wood is of the poorest quality, soft and sappy, coat it with patent glue size of fair strength. All common staining requires to be sized to enable the varnish to bear out. It is, however, advisable that, for floors and all similar surfaces exposed to hard wear, the stain should be applied first; otherwise, instead of sinking into the wood, the colour is merely lying on the surface, and is more easily worn away. In oil staining ordinary house woodwork, cheap panellings, etc., apply the size before the stain. When the former is dry, it will be found that the oil stain, which now is graining colour, also can be spread much better and more regularly, and that those sappy places which would otherwise have absorbed much stain are scarcely noticeable. In sizing white or stained wood, poor work often results from the quirks and mitres of mouldings receiving too much of the froth of the warm size. This can be easily avoided by adding one teaspoonful of turpentine to every pint of size. For preparing a higher class of woodwork whose colour it is chiefly the desire to alter, there are several better methods available. For staining a good specimen of pitchpine to an American walnut shade (a most effective treatment), first coat with either japanners’ gold size, diluted with one-third of turps, or with raw linseed oil, a little turps, and about one-tenth part of good liquid driers, or terebine. The dilute gold size is the most costly and quickest, as it may be stained upon in a few hours; but for permanence and cheapness the drying oil is the best. Both are brushed on in the same manner as varnish is applied, only rather more sparingly. When plain staining or varnishing very white wood, it is often necessary to avoid all possible after-discoloration arising from the oil darkening with age; and, since it is prepared from the same source, the gold size is liable to the same defect. In such a case, then, clear size or Young’s colourless patent size should be substituted, and the whitest copal oil varnish for the finish. One drawback 99 common to sizing is the tendency of the fluid to raise the surface grain of the wood; this being particularly the case when the size is used hot.
Mixing oil stains, namely, stains prepared with a drying oil and painter’s pigments, is a simple matter. Take 3 parts oil to 1 part of turpentine, add the liquid, or even paste, driers as before mentioned, and then the simple addition of the pigment or stainer completes the mixture. As advised for the preparatory coating, japan gold size and turps may be used for the liquid, or, better still, copal varnish may be stained and diluted with turps. The advantage of using the two last mentioned is their quickness of hardening; whilst the cheaper oil mixtures are far better for spreading evenly and regularly over large surfaces. Below are a few particulars of colour stains, which, with the foregoing, should suffice for all ordinary purposes:—
Light oak oil stain may be made from raw sienna, with the addition of a little raw Turkey umber.
Medium oak oil stain may be made from raw sienna and burnt Turkey umber.
Dark oak oil stain is best made from burnt Turkey umber alone; the yellow cast of the copal varnish, which should be used for finishing this class of work, is here sufficient to give the required trace of yellowness.
Antique oak stain is a mixture of ivory black, finely ground, with a very little burnt sienna. Vandyke brown alone makes a deep rich stain, its colour, when ground in oil, being not so red as when used in distemper. This pigment, being a notably bad drier, requires fully double the usual quantity of terebine added to the oil fluid.
Walnut oil stain for varnishing upon, without any after glazing and figuring, may be coloured with burnt Turkey umber and a little ivory black. For a ground colour stain—that is, one on which walnut figure is to be grained—raw umber is the better pigment, since its subdued tone contrasts more naturally with the after figure work.
Pitchpine oil stains for use on light wood are formed with raw sienna, with the addition of a little burnt sienna; a little burnt umber can be added if the siennas alone are too red. Real pitchpine is very largely used for domestic woodwork at the present time, especially in the neighbourhood 100 of seaport towns, when it is usually imported direct from the Baltic. In most instances the pine is cheaply prepared, and varnished with copal. The presence of so much resin and matter of a discolouring nature in pitchpine soon causes a very appreciable darkening of the original colour; hence, when it is desirous to keep the wood permanently light, the copal varnish used should be of the whitest make, and the size be either Young’s patent, strong parchment, or the special light japanners’. All holes, etc., should be carefully stopped with common putty of two shades, coloured to match both the ground and grain of the wood, after the sizing. Allow it to harden for a day or so before varnishing. When the real pine is desired to be stained much darker, besides the umbers, vandyke brown, and black pigments, use may be made of diluted washes of either black japan or Brunswick black. Use only those of a thoroughly good quality, and then with pure turpentine. When staining pine dark, it is preferable to use the stain before sizing; if the grain is desired to be very prominent, a full coat should be spread, and then shortly afterwards all the stain lying on the surface may be rubbed off with old cloth or rag free from fluffiness.
Mahogany oil stain can scarcely be obtained of a good colour by ordinary brush staining. Burnt sienna alone is somewhat garish; and the only perfect substitute for the victoria lake used in distemper graining is madder lake, which is too expensive for ordinary use. Whenever cheap mahogany stain is required, it should be made to match ordinary baywood as nearly as possible. For furniture and better-class work, a good mahogany effect may be obtained by oil staining with burnt sienna and vandyke, and, when dry, over-glazing with ordinary victoria or mahogany lake in water. If the wood is at all sappy and strong in markings of a nature contrary to mahogany, it must first be sized, stopped, and then oil stained.
Cheap water stains may be made easily from any of the above pigments, which, whether used in oil or water mixtures, should always be purchased ready ground and of decorators’ quality, those in pound and a half pound collapsible tubes being by far the best and cheapest for good work. Nearly all these colours have a natural binding quality with 101 water alone, but the addition of a little beer will easily bind ivory or vegetable black. Water stains must always be applied directly upon the wood, and therefore there is a double disadvantage in using them. The stain itself has no filling power, so that a second coat of either size or varnish is necessary; and water stain does not spread so well with the brush as oil. Preferably, water stain is applied with a piece of sponge, and superfluous stain should be wiped off the surface.
Maple and satinwood imitations, when grained on white wood, are executed with the same water pigments and process as upon paint. The wood for these two varieties must be free from grain or knot, and must first be once sized and varnished with the whitest materials. This gives a non-absorbent ground for working the distemper stains upon. When the figure is completed another good coat of varnish gives a capital surface.
Walnut, mahogany, and similar dark woods must have the grounds sized, and then coloured with oil stain to the shade nearest to the usual grounding paint. The size and stain together will suffice for working upon, but two coats of varnish are required for dark imitations of this kind. With walnut and mahogany the first coating is applied sparingly before the glazing, and a final flowing coat afterwards.
In the next chapter, “Imitating Inlaid Woods,” some particulars of other permanent coloured stains will be given.
Flat varnishing or dull polishing may be used to much advantage in finishing any kind of copal-varnished or oil-stained surface. A simple preparation of the former can be made from a piece of genuine beeswax the size of a walnut dissolved, and thoroughly mixed by heat, in ½ pint of pure turpentine, and 1 oz. copal varnish added thereto. Dull polishing may be done by carefully dulling either varnish or polish with finely ground pumice-stone and felt (or a piece of soft cloth), used with water, and then rubbing with putty-powder and Lucca oil to obtain a soft gloss. 102
The art of inlaying—a word that explains itself—has been practised to some extent for many centuries. Mosaic—perhaps the most ancient—marquetry and parquetry, and the inlaying of metals, are all four different methods of working out the same idea of ornamentation. A general résumé of these inlaying arts would doubtless serve as the best introduction to the study of their painted imitations, but the student must look for this in other directions. All that can be attempted here is to explain how the processes of painting, graining, outlining, staining, etc., are combined to obtain imitations of inlaid woodwork.
The production of good ornamental and original designs can seldom be forthcoming without the combined resources of a natural inventive faculty and a trained eye and hand; and but few grainers are ornamental designers also. But still, many are capable of discerning whether or no a design is suitable for any particular purpose, and it is necessary that this knowledge should be possessed by the grainer who aspires to imitate inlaid work.
The ornament, in the first place, should be flat, and therefore akin to that for stencilling. The basis of the idea, that of laying in one wood upon another, resents any attempt at shadow or rounding, whilst the first principle of construction—namely utility—is outraged if light and shade are attempted upon surfaces such as table tops and floors, whether the decoration be in mosaic work or parquetry.
Colour in inlaid work has certainly some purpose and mission, but form is of chief importance, and therefore very careful and accurate drawing is required. Contrast of light with dark is the means whereby the ornamental form is displayed. In the more elaborate specimens of marquetry, conventional representations of material forms and figures are, however, sometimes executed. Outlining with light 103 wood or black is then resorted to so that the design may be defined properly; and in such cases the colour-stained woods are used to give a soft richness and to help to make a picture.
Simple methods and treatment will now be discussed, chiefly in their connection with and applicability to the woodwork of buildings, leaving the execution of more difficult and intricate panels and table tops to be dealt with later.
The grounds for imitation inlays invariably should be light in colour. A perfectly level surface must be maintained, but it is quite apparent that an opaque white ornament cannot be obtained on a dark background without the former being coated so many times as to destroy the even surface. On the other hand, it is possible to cover up portions of a light ground, even to blackness, without any appreciable thickness of pigment, hence the reason for light grounds. When white, unpainted wood is the ground worked upon, for simple inlays the surface may be prepared with a coat of varnish, afterwards treated as a painted ground. For delicate work, however, in which it is desired to stain time wood itself, a totally different plan is advisable; this will be considered later.
Imitations of inlaid floor margins formerly were very popular, and even now, although the real parquetry is so cheap that its imitations may seldom furnish employment for the professional, this branch may well be followed by the amateur. A margin of linoleum in imitation of parquetry is much used now in place of the plain staining of floor boards, but there is little doubt that a stained ornamental border would be generally preferred to either.
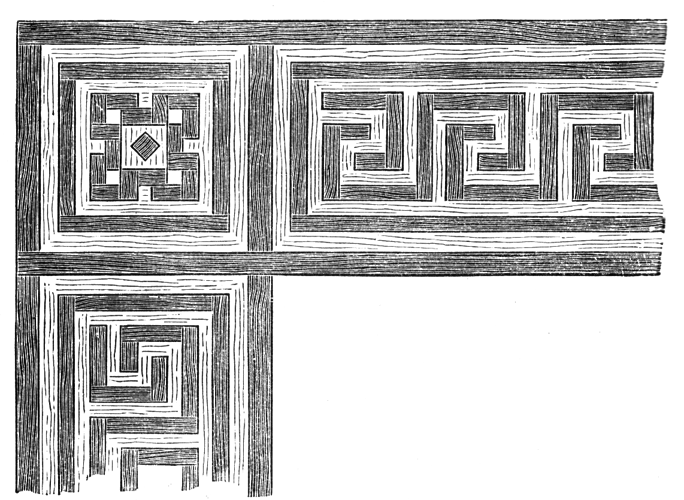
Fig. 48.—Key Pattern Floor Margin.
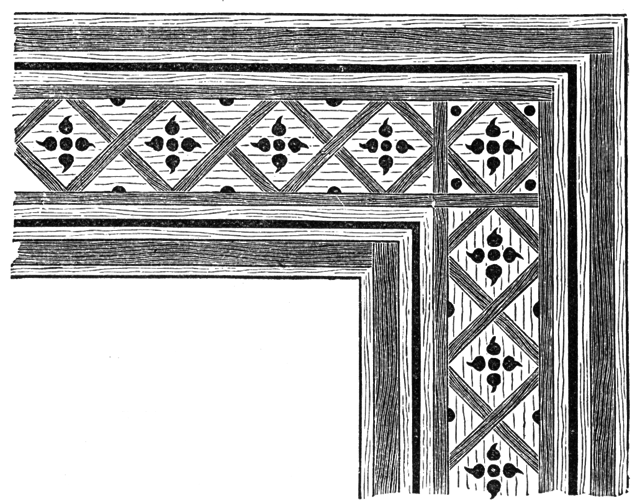
Fig. 49.—Another Pattern for Floor Margin.
The two simple border-ornaments shown by Figs. 48 and 49 are drawn to the scale of one inch to the foot. The width of 18 in. is one that can be easily adapted to the size of ordinary floor boards. Fig. 48 is intended for two woods only—dark walnut upon a light oak; Fig. 49 is made more effective by the addition of ebony. To apply these designs, first make a full-size line drawing of the border, and from that make a tracing upon a piece of cartridge-paper, which then is cut to form a stencil. The tracing is made easily by rubbing over the back of the drawing 104 a little dry red pigment or black lead, pinning the two sheets together upon a table with drawing pins, and marking over the drawing with a fine, hard point. Make a tracing upon cartridge paper for each different wood used; hence there will be two tracings for the border shown by Fig. 49—and then cut out the parts of the design corresponding to the wood. When the design is of one colour only, one stencil is sufficient; but it may be necessary to make good the ties by hand afterwards, in which case it takes as long as when working two stencils. The floor must be well cleaned, and made as smooth and level as possible. It is advisable to strike two or three chalk lines, marking the centre and extremes of the border to which the stencil is to be worked. The corners are best set out separately and put in by hand, unless of an intricate nature, when it will be quickest to use stencils. A coat of hard drying oak varnish, stained with raw sienna in oil and a little raw umber, is first spread over the whole margin to get the oak colour and also to prepare the wood. The border being set out when this is dry, first stencil in the walnut, using burnt umber with the 105 same varnish, and then lampblack with varnish for the ebony. The first varnish coating facilitates clean stencilling. The marginal lines are put in last with a fitch and straight-edge. A coat of hard-drying varnish is applied all over, and then the work is finished by rubbing with beeswax and turps.
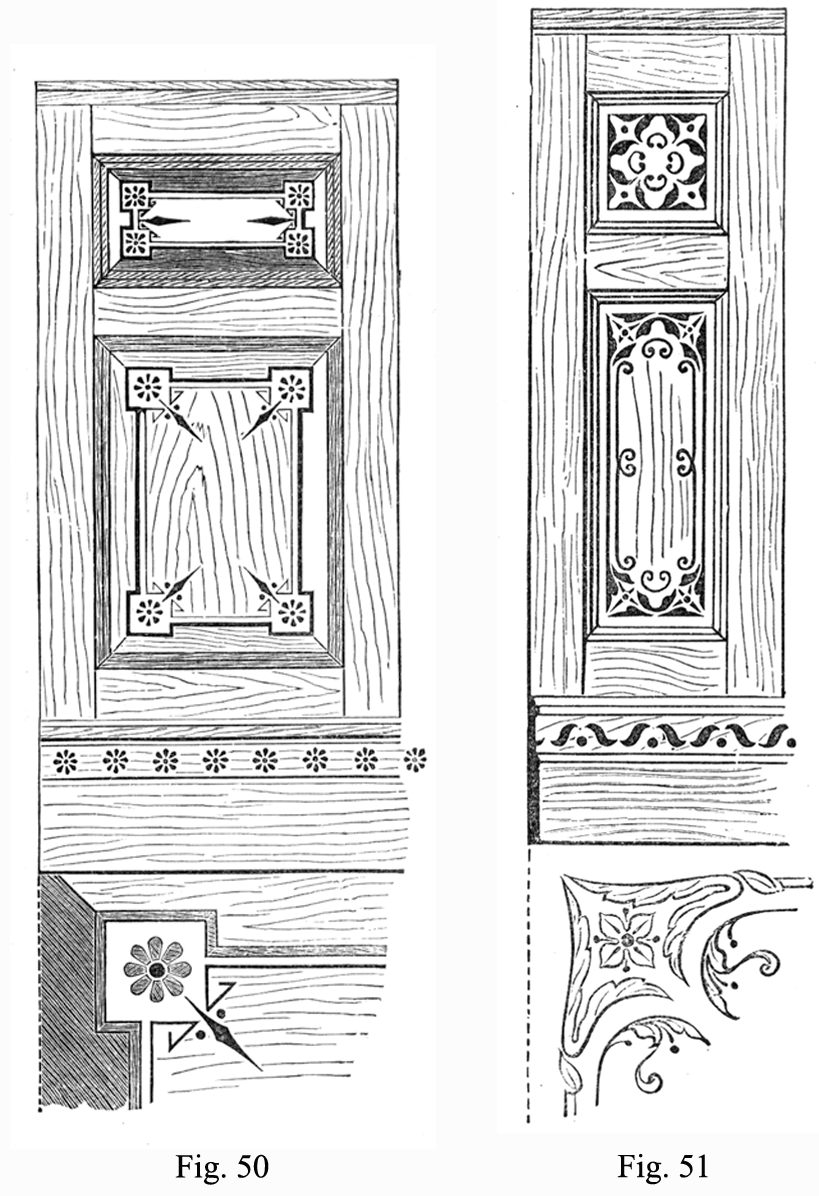
Figs. 50 and 51.—Panels in Imitation Inlaid Work.
Plain panelled dados and wainscotting lend themselves to simple inlay imitation. For chapels or schoolrooms where large surface are to be so treated, the ornament must be both suitable and easily executed. Board-rooms of public bodies often are provided with cheap panelling, and when the wood is pitchpine more elaborate inlay imitations may be introduced. Figs. 50 and 51 show two suggestions of design in both of which a black outline may be pencilled on with beer and lampblack after the stencils are used, or the design may be all black. The preparatory coating of varnish here also is advised, and the ornaments should be executed upon the same plan as for the floor borders. These may be but bastard imitation inlays, but then the expensive inlay decoration used on table tops, etc., is quite unsuitable 106 107 for cheap panelling. Stencils, if specially designed and cleanly cut and used, will bear all reasonable inspections, and if time can be spared to paint the fine black outline by hand, there will be no perceptible thickness to lessen the desired inlay effect. The bottom part of both Fig. 50 and Fig. 51 shows the panel corner ornament on an enlarged scale.
Fig. 52.—Panel in Imitation Walnut and Ebony.
Fig. 53.—Fancy Panel.
Simple inlay designs for grained doors will now be within the scope of those who have practiced the previous easier treatments. The designs shown by Figs. 52 and 55 are intended to be worked in two varieties of wood upon a third. Figs. 52 and 54 may be used upon maple-graining with mahogany or walnut ornament, and black for fine detail and lines. Figs. 53 and 55 are upon walnut ground, 108 with ornament in maple, grey hair wood, and amboyna. Besides these complete panels, which will enable the effect of a finished panel to be judged, Figs. 56 and 57 show some easy corner ornaments. Figs. 58 and 59 represent simple scroll borders, useful either for panels or the flat member of a door architrave.
Fig. 54.—Panel In Imitation Walnut and Ebony.
A zealous student with a little knowledge of drawing will soon augment the small selection of ornaments given here. Man is surrounded at all times with different ornamental 109 forms and expressions; and it must be remembered that a faculty for adapting lineal forms to special requirements is at the basis of all designing; for an ornament is not judged solely by its lines, but rather by its fitness for the position it occupies and exigencies of the material to be worked in. Therefore it is apparent that the man who executes the inlay should make a better design than the draughtsman who is ignorant of the practical work and technique.

Fig. 55.—Fancy Panel.
Methods of executing grained inlays may now be explained. Since one general system of working will apply to all the panel illustrations shown in these pages, Figs. 51 and 55 will be taken, and from these it will be shown how to grain them upon painted grounds.
Fig. 56.—Panel Corner in Imitation Inlay.

Fig. 57.—Panel Corner in Imitation Inlay.
For both of the panels the surface and ground are prepared as for maple imitation (see pp. 66 and 67). The first one being a design of darker woods upon a maple background, proceed to imitate maple with distemper colour as previously described all over the panel. Keep the maple figure very subdued and finish it entirely before varnishing. The panel 110 being now ready for the other woods, first make on note paper a careful drawing of the ornamental outline, and with a needle prick this through closely. Wrap some cheap, dry ultramarine or any similar finely ground pigment in muslin and tie this up to form a pounce bag. Before this is used, with distemper colours, vandyke brown, etc., and a little beer, grain over the corners of the panel or wherever the walnut portions of the design come; this can be judged roughly by the eye alone; if much walnut is wanted grain the whole panel. To fix those parts of the walnut required for the design and to remove the superfluity, paint the design with a vehicle of any nature which afterwards can be removed by a solvent and brush, and such as water will not effect. A little finest Brunswick black will answer best with painted inlays. The walnut being dry, place the pricked design in position, pounce the design on to the work, 111 and then carefully paint in the walnut portions with a sable pencil and the black. The black dries quickly, and the superfluous walnut is then cleaned off with a soft sponge and warm water. For executing the black, or ebony, take a little finely ground black—lampblack, or, far preferably, ivory black—and rub it upon the palette with a little beer only. With this and a soft camel-hair brush or the mottler brush over those parts of the panel where black is required. If the distemper black is spread carefully a very thin coating will cover. When this is dry again pounce in the design. If fine drawing-paper and drawing-pins are used, the pounce may be fixed correctly by pinning into the first set of holes. Cover the black parts with the Brunswick black, and when dry clean off the superfluity of distemper colour with water. All again being thoroughly dry carefully coat the Brunswick black with a clean, pure turpentine, and after a little time remove both with a soft camel-hair tool, leaving the walnut and ebony ornament sharp and clean upon the maple panel.
Fig. 58.—Border in Imitation Inlay.
Fig. 59.—Border in Imitation Inlay.
For panel, Fig. 58, upon a walnut ground, the same methods are adopted. First make the grey hair-wood, pounce and black it in, clean the panel, and then grain maple all over or where wanted only, keeping the figure very faint, since walnut will cover most of it. Paint in the maple parts with Brunswick black as before, and then, without cleaning off, since amboyna is a stronger coloured variety, grain the 112 amboyna parts. This being bound down where permanently required, grain the panel walnut all over with beer colours and overgrainers. When thoroughly dry, remove the Brunswick black with turpentine, leaving the ornament in maple, hair-wood, and amboyna against the walnut background. The panel is now ready for two coats of the lightest and best quality of copal varnish.
The principle of working imitation inlays whereby portions of a surface are temporarily protected—technically called “bound down,” or “stopped out”—is but briefly mentioned above. A little more attention will now be given to it.
The “stopping-out” process may puzzle the learner. He can usually discover how a dark ornament can be bound down upon a light ground, by simply stencilling the pattern over the walnut distemper, graining with a thin coating of transparent varnish or gold size, and then cleaning off the remaining part with water; but the method of obtaining a light pattern upon a dark wood is not understood so easily. The first point is to remember that the ground colour for the lightest variety of wood to be imitated must necessarily be the ground colour of them all. The difference between graining the varieties in oil and in water also must be understood. If a surface is figured light oak in oil colour, and then, when dry, worked over with an imitation of knotted oak also by the oil process, the intention being to remove subsequently some parts of the knotted oak, a difficult task will have been attempted. Assuming that the design could be preserved by stopping it out with some vehicle, in trying to remove the surrounding parts it would be necessary to use a solvent (turpentine), which would at once loosen also the light oak beneath. With water colours it is possible to clean off the surface with water only; whilst the stopping-out varnish covering the portion to be ultimately displayed is not in the least affected. This principle is not at all an uncommon one in decorative and kindred practices. With glass embossing, for instance, that portion of the surface into which the acid is not required to eat is stopped out. When the acid has done its work the Brunswick black is removed with turpentine.
“Stopping” varnishes of different kinds may be used, 113 and the solvents for removing them vary with the varnish. Simple wood naphtha varnish answers the purpose, and can be cleaned off with the same spirit. Ordinary white hard spirit varnish will require methylated spirit for its removal. White hard spirit varnish is recommended for staining inlays upon real wood surface, and the finest Brunswick black for working upon oil-painted grounds. Canada balsam may be used for the more delicate and intricate of painted designs. Turpentine is far less liable to damage a painted surface than are the spirits.
Great care and patience are necessary in removing the varnish with solvent. Flood the latter over the design, and use a soft camel-hair mop for soaking up the solvent. If the spirit or turpentine is allowed to thoroughly loosen the varnish, great difficulty will not be experienced in removing it; but, if much pressure and friction be used, the water-graining—held together only by the weak beer—probably will be loosened also. Before executing any permanent ornamental work, the beginner should well practise this operation, and also aim to temper the varnishes with a little turpentine or white polish, so that they may be of just the strength necessary to protect the graining, and be the least trouble to clean off.
Colour combinations and harmonious contrasts of the various woods contained in any design is a branch of the subject requiring special study. The student should gain a knowledge of real marquetry work of good make, and also should bear in mind the following notes. Although in painted imitation inlays the decorative effect should be almost wholly the result of ornamental lines and form, as brought out by contrast of light with dark, it is found that stained imitations of marquetry upon a plain wood surface give more harmonious colour effect. In much real inlaid work the ornament consists of dyed woods of various light tints let into a dark surface of richly coloured wood. Even in combinations of grained woods, however, a slight knowledge of colour will make it possible to obtain an enhanced effect without sacrificing the naturalness of the grain imitation. Complementary colours heighten the effect of each other by contrast when juxtaposed. True complementaries balance each other, and if their colours be united, combine to reproduce 114 white light. Sensations of colour which in their entirety are equivalent to white light are usually conceded to be harmonious combinations—that is to say, agreeable and pleasing to an educated mind. From this it follows that complementary colours are the basis of harmonious or correct colour-effects. According to modern theories and experiments, the complementary of a pure blue is a pure yellow, the complementary of pure red is a decidedly greenish-blue; whilst orange and blue (of an aërial hue), and lemon yellow with its complementary violet, are the other chief pairs of opposing and balancing contrasts.
These principles may be applied to imitation inlay work. Thus it has been shown that a yellow or golden colour wood best harmonises with blue tints. Suppose there is not a pure blue tint, but a violet or warm blue; the yellow, in such an instance, also must be modified by the addition of a little blue, making a greenish or chrome yellow. So also is it with red and its complementary; for the complementary of purple-red (that is red with a little blue added), must be made greener than the complementary of pure red. In short the warmer a colour is, the cooler is its complementary, hence orange warmed or reddened to a vermilion red is contrasted by a complementary nearer to that of pure red than of yellow, namely, greenish-blue.
When inlaying for colour-effect upon rosewood, this being a dark purple-red, the foregoing teaches that greenish-yellow tints are most harmonious. Also it is shown that amboyna (orange) hues are heightened by contrast with an “aërial” (or slightly green-hued) blue. Beyond this, it may be laid down broadly that combined shades and tints of the complementary colours can be used only in subordination to the inlay principle, and that the outline and form of ornament must be made distinctive before all considerations of pure colour are entertained.
Executing stained inlays probably is the most artistic outcome of a knowledge of imitating woods. The process of stopping out has its adaptation to working transparent stains. Any spirit or water stains, washes of grainers’ pigments, such as siennas, vandyke, indigo, aniline dyes, etc., may be used. The best white sycamore makes probably the most suitable ground to work upon, and if, as is 115 usually the case, it is desired to retain some portions of its whiteness, it is best to give it, all over, two coats of clear size or Young’s patent size. These white portions are stopped in, and the size then cleaned off with warm water; when dry, the lightest stains are washed in, covered with varnish, and so on, until the complete design is covered in. The background of design now is stained and put in, perhaps as rosewood or walnut, and the varnish or balsam dissolved away, leaving the work sharp and clean for varnishing or French polishing.

Fig. 60.—Card-table Decoration in Imitation Inlay.
Fig. 61.—Imitation Inlay on Drawer Front.
Fig. 62.—Imitation Inlay on Table Leg.
Fig. 63—Circular Border in Imitation Inlay.
The stain has a tendency to spread, and to remedy this give the wood a preparatory coat of strong, clear size, which partly fills the pores of the wood. In this case, however, the wood is not so properly stained. A better treatment, although a more tedious job, is to have an imitation inlay 116 margin, or fine line, to the ornament. This can be either pure black or the white, unstained colour of the wood. If the white line is desired, paint it in with a fine sable pencil and Canada balsam before laying in the washes of stain, which are worked easily into their respective places. If a black margin is desired, coat the surface all over with ivory-black and beer, using a camel-hair brush; when dry, paint in the outline with stopping varnish, and then clean all the black off with warm water. In both of these cases, it need hardly be said, the double coating of patent size must be temporarily used, being removed after the outline is stopped in. Were the size not so used it would be impossible to remove entirely the superfluous black stain; whilst in the white outline the sizing prevents the varnish 117 running, and enables a sharp, clean pencil line to be made. Imitation ivory is inlaid upon ebony in this manner also. The ivory ground is nicely got up and finished; the design is then stopped in, and the whole surface carefully coated with the beer black. The solvent is very carefully applied over the design; and when the varnish is thus softened and removed, there is a solid white ivory ornament against ebony ground. The ornament may be hatched and finished 118 with best black from a collapsible tube, applied with a very fine sable pencil.
Fig. 64.—Card-table Decoration in Imitation Inlay.
Figs. 65 and 66.—Corner and Break in Imitation of Ivory and Ebony.
Fig. 60 is offered as a suggestion for ornamenting the top of a card-table. The imitation inlaying of the draught-board in ebony and boxwood provides good practice, and when done looks better than black and white paint. The ornament might be in light harmonious tints upon rosewood or walnut. Fig. 61 is a suggestion for simply treating the drawer fronts and sides, whilst Fig. 62 could be applied easily to the straight 119 legs of a fancy table. Figs. 63 and 64 are for a circular card-table top, the squares being in satinwood and rosewood; the ornament surrounding it is in light tints upon dark; but the border would be more effective with the order reversed, dark against light. Figs. 65 and 66 are corner and break ornaments for cabinet panels of inlaid ivory on ebony. Fig. 67 is an effective border employing three woods. Fig. 68 is a design somewhat in the Elizabethan style applied to a finger-plate. This and Fig. 69 are drawn about one-fourth full size. The former, in satinwood upon walnut or ebony, would make a nice finish on a grained door in satinwood or maple. Fig. 69 should be used on a dark door, and be executed in rosewood upon a light wood. Fig. 70 is an ornamental arrangement that could be easily adapted to the panels of a hanging bracket of similar proportion. Fig. 71 is an ornament for the front of a music cabinet; it 120 would look well in either ivory or light harmonious tints upon walnut or rosewood of quiet grain.
Fig. 67.—Border in Imitation Inlay.
Fig. 68.—Imitation Inlay on Finger-plate.
Fig. 69.—Imitation Inlay on Finger-plate.
All the treatments suggested above can be modified or 121 entirely rearranged to suit the individual worker. The fine lines should be executed with either a carriage liner, or with an artist’s small bevel edged fitch. The designs first should be drawn carefully to the exact size, and be pounced or traced upon the prepared ground. For good work, a thorough command of the pencil for outlining is absolutely necessary, since the least want of balance or symmetry in ornament of this Italian type condemns the whole. The execution of these and much better designs, however, should be possible to all who have followed the instructions previously given.
Fig. 70.—Panel in Imitation Inlay.

Fig. 71.—Panel in Imitation Inlay.
Many of the processes employed in producing painted imitations of marbles somewhat resemble those used in imitating wood; and it is customary for the would-be marbler first to have an acquaintance with the art of graining; indeed, this acquaintance is essential. It is assumed, therefore, that before putting into practice the following instructions the previous chapters have been read carefully, and that some attempt has been made to profit in a practical way by the information there given.
Marbling can be learnt only partly from written instructions, its primary object being to imitate faithfully a natural product, and to impart to the imitation the full natural effect of colour and figure. Therefore, close study of the original is necessary, and no imitation, however cleverly and faithfully executed, should be studied instead of that original, though, with advantage, the two can be studied in conjunction with one another, so as to obtain some idea of the technique of the art. In any case, much time and patience will have to be devoted before effective imitations can be produced, and this is possible then only if the worker has natural artistic ability.
The above must not be misunderstood to infer that a specimen of marbling is to be a slavish—that is, absolute—copy of nature; rather it is to be a general rendering of the features of the natural marble, in no small detail impossible, but yet far from being an actual duplicate or replica of any existing slab. A point to be remembered is that the character and distinctiveness of all varieties of marble are dependent almost entirely on the form or shape of the masses and the direction of the veins, not on their size.
It is perhaps easier to obtain veneers of wood for study in learning graining than it is to obtain specimens of marble; but still these are to be had at the various masons’ yards in and about large towns, and the student cannot do better 123 than visit the Geological Museum in Jermyn Street, London, W., where there is a fine collection of marbles. A similar collection is to be seen at the City and Guilds of London Institute School, Kennington Park Road, London, S.E., and doubtless there are others in the United Kingdom outside London.
Marbling differs from graining in two important points. The majority of grained imitations of wood are produced by coating oil grounds with distemper glazes, the object being a “woody” effect; marbles, however, are more solid and opaque in appearance than wood, and their imitations consequently have to be done for the most part in oil paint and body colours. Depth and translucency are obtained in places with glazes, but as a rule water colour (distemper) is used only when time is valuable and the work is required to dry quickly. The second point of difference is that whilst the grainer has a number of mechanical aids, such as combs of varying degrees of coarseness, cloths used over the thumb, mottlers, etc., the marbler has to depend to a much larger extent on his skill in manipulating the paint brushes.
The marbler’s tools include hog-hair and badger softeners, flat camel-hair brushes of various sizes (bound in tin), hog-hair fitches, goose-wing feathers, sponges, and a few good quality sash tools. A stippling brush is useful, though not essential.
The pigments used in marbling should, with the exception of white-lead, be obtained in collapsible tubes. Given in their alphabetical order, the following colours will be required for imitating the whole of the thirty or so varieties mentioned in Chapter XIV. Black (bone or ivory and vegetable), blue-black, Brunswick green, carmine, chromes, crimson lake, Indian red, king’s yellow, Prussian blue, purple lake, sienna (raw and burnt), ultramarine blue, umber (raw and burnt), vandyke brown, Venetian red, vermilion, and yellow ochre.
Much expense and trouble will be spared if the marbler is capable of mixing colours to form special tints, in which case he could dispense perhaps with some of the above colours. For instance, yellow mixed with carmine or dark red produces scarlet or vermilion; carmine with blue gives deep lilac, violet, and purple; carmine with yellow and black 124 gives a rich brown; yellow with black gives bronze green; carmine with white gives all shades of pink; azure blue with white and carmine gives deep tones of lilac; violet with white gives pale lilac or lavender; Chinese blue with white gives pale blue; Chinese blue with indigo and yellow orange gives any tone of emerald green; pale yellow with chrome and carmine gives amber; burnt umber with scarlet lake gives red brown; burnt sienna shaded with lake gives light brown; and burnt sienna with orange, shaded with white, gives salmon colour.
Crayons for drawing veins generally are either red or grey. The red are made of whiting, Indian red, and size, mixed together into a thick paste and rolled into sticks. The grey crayons are made with whiting, black, blue, and size. For crayons of other colours, use corresponding pigments. If they are found to be too hard, the size is too strong; if they crumble in the using, the size is too weak. These crayons are not so generally used as they were a generation ago.
The marbler must bear three things in mind—namely, the colour, the character of the marble to be imitated, and its degree of transparency. If any of these qualities be disregarded, all value that might belong to the work is discounted. The reason why so much success rewarded the past masters in the art of marbling is that they constantly remembered these three qualities, and spared no pains in pursuit of them. Some workmen are very indifferent to colour. They fairly generally disregard the sound advice to have always at hand a piece of the marble that is to be imitated, in order that the colour and figure may be correctly rendered. This is specially important where the marble lacks variety of colour, as in Italian griotte and the dove marbles. Matching the colour on palette-knife and holding it against the marble is not always sufficient, as a sheen will rest on a mass of colour such as the knife holds. The best way is to paint a small surface, and, holding the marble and the colour in a horizontal plane, where direct light cannot be reflected on it, to compare the two. Of course, with experience, the right colour can be arrived at more easily.
The richest colours are obtained by glazing, not by mixing them with white-lead or any opaque body or colour. White-lead will destroy the richest lake, and make ineffective 125 the most brilliant blue. The covering quality of a pigment ought to be always borne in mind. Some, as Prussian blue, burnt sienna, and the blacks, are very powerful; others, as Naples yellow, terre verte, etc., have but slight staining qualities.
Exquisite suggestions and colour revelations may be obtained by the examination of fragments of rough marble and mineralogical specimens under the microscope, according to Mr. Walter J. Pearce; the casual observer seldom sees the component colouring matters, but gets a general impression of the apparent colour instead. This apparent or superficial colour, it is suggested, may be reproduced with greater exactness after microscopic study, as that unfolds the particles of coloured matter which go to produce the visible effect.
The terms “scumbling” and “glazing” occur frequently in the next chapter, and their precise meaning must be understood. In scumbling, the colour is mixed thickly and rubbed on the work or spread thinly with a stiff brush; but in glazing the colours are mixed up in the form of a transparent wash, and applied thickly or thinly according to requirements.
The importance of using only the very best quality of white-lead, with which to give the colours body and opacity, cannot be emphasised too strongly; and if there is any doubt as to the purity of the material, it should be tested before using on any good work.
There are several simple tests for determining the purity of white-lead. Thus, in a beaker dissolve a small quantity of the white-lead in dilute nitric acid (1 acid, 2 water), and should any insoluble residue settle to the bottom of the vessel, this will be the adulterant, which is usually barytes or china clay and gypsum. By weighing the lead before the test and after the test, decanting the liquor from the residue, and evaporating the moisture and weighing this also, the amount of adulteration may easily be ascertained. This is one of the easiest and most reliable tests for dry white lead, as the white lead, if pure, will be completely soluble in the dilute nitric acid.
If the white-lead is ground to a paste in oil, the oil should be first removed from the lead by agitating the paste lead in a beaker with an abundance of petroleum ether; the lead 126 settles to the bottom of the vessel. The liquor is then syphoned or poured off. The lead is sometimes treated several times before all the oil is removed. After the oil has been separated, the ether is removed by evaporation, after which the lead is in its original dry state. It may then be determined for purity by treating with dilute nitric acid as before.
Another simple test for white-lead is to determine its strength of colour or opacity. A given quantity of pure white-lead, say 10 parts by weight, and 2 parts of lampblack should be well mixed and rubbed out on a slab or piece of glass in oil. Then take the same weight of the sample which is to be tested and treat it in a similar manner, and place both the samples side by side on a piece of glass. The pure white-lead will be found a light drab, whilst the sample will be a dark drab if adulterated with barytes. The more the lead is adulterated, the darker the drab, for the barytes, having no such staining property as white-lead, requires very little colouring matter to change its shade, as it is quite transparent when rubbed out with oil.
When work has to be done on new wood, the knots will have to be killed, or the work will run the risk of being spoiled. A suitable material is shellac knotting. To make a gallon of knotting, ¼ lb. of powdered shellac is dissolved in 1½ gal. of methylated spirit; to do this, place it in a warm place, and frequently agitate it. Made this way, it will require shaking up before being used. This is the patent knotting of commerce, to which, however, manufacturers add something to keep the shellac in solution. Where patent knotting is not available, French polish will answer the purpose of stopping-out the knots. Another recipe is the following:—Procure 2 lb. of orange shellac, 2 oz. of pale resin, and 1 gal. of methylated spirit. Powder the resin, put all the ingredients into a large stone bottle, and place in a hot-water bath, stirring them at intervals until they are thoroughly dissolved. A cover should be placed over the bottle neck to prevent evaporation of the spirit, but the bottle should on no account be tightly corked. The method usually adopted by manufacturers is to have the ingredients placed in a steam-power churn. The shellac varnish or knotting is run through a fine sieve and after resting about fourteen days, the clear top portion is run off and is ready for use. 127
The fillings used for stopping the suction of wood, plaster, etc., previous to painting, may vary according to the nature of the work. A very commonly used filler is made from starch by incorporating with it some linseed oil and varnish, adding a drier, and then thinning with petroleum naphtha. The American fillers are made from inorganic materials, such as ground silica, steatite, china clay, or barytes, and these are ground with raw linseed oil, grinding japan, and turpentine or liquid driers. These fillers set extremely hard. They are coloured when necessary with the usual pigments. A very common filler for plastered walls is made by dissolving good jelly size in hot water, and thoroughly mixing with it sufficient whiting to give it body.
Too much attention cannot be given to the care of tools, as good work cannot be done with dirty and ill-used brushes. New brushes should not be dipped in the paint and put to work without first being cleaned. By working them with a brisk movement back and forth through the hand most of the dust and loose hairs will be taken out. A paint brush, when thus thoroughly “dry cleaned,” should be placed in water for a few minutes, but not long enough to soak or swell it, but only until wet through, and then swung and shaken dry. It is then ready to dip in the paint, and although some of the hairs may still be loose, most of them will come out in the first few minutes’ working, and can be easily picked from the surface.
The bristles of every paint brush are held in place by the handle, which passes through the shank of the brush and is kiln-dried to fit perfectly. If it shrinks, however, its outward tension is lost and the bristles loosened. For this reason, when the brush is new or not soaking, keep it in a cool place, not in a place hot enough to shrink the wood of the handle.
For the first two or three days new paint brushes require special care while at rest. They should be dipped in raw oil or the paint itself and smoothed out carefully, then laid on their sides overnight. The chisel-pointed brushes should be set at an incline, the handle supported just enough to allow the brush to lie along the point. This is done to prevent twisting of the bristles, and to keep the shape of the brush perfect. It is necessary to do this only two or three times before the shape becomes “set.” 128
All brushes should be washed in benzine or turpentine and shaken dry—not whipped—when it is desired to change from one colour to another. If these simple rules are followed, brushes will be found to last longer.
It is most important not to leave paint brushes on end while at rest. At night they should always be placed in a “brush keeper”—a water-tight box, or a paint keg, with nails driven through the sides on which the brushes can be suspended in water. Holes are bored in the handles so that the brush may hang free of the bottom, but with the bristles entirely under water. Before placing them in water, wipe off surplus paint, but do not clean them. Even for temporary rest during a job, the brush should not stand on end.
Hair pencils used in oil paint may be cleaned by washing in soap and cold water immediately they are finished with. The usual method is to rub the brushes on a cake of soap and, when a good lather has been obtained, rub lightly on the palm of the hand. Finish by smoothing out the hairs between the finger and thumb. Too violent rubbing will spoil the point of the brush and give it a ragged appearance. Where the brushes have been allowed to dry and become hard, the best method is to steep them for a few days in benzoline or turpentine till quite soft, when they may be finally washed in soap and water.
Much of the paint used in marbling is taken from a palette, though some vessels are used, and these should be kept scrupulously clean. A quick method of cleaning paint and varnish cans and bottles is the following:—Place ½ lb. of caustic soda with 10 gal. of water in a copper or other suitable vessel, and heat the water until the soda is dissolved. Fill the bottles, and allow them to sink to the bottom of the copper, then place on the top the paint cans; cover with a suitable lid, and boil for about fifty minutes. They should then be taken out and washed in cold water, when all traces of the paint and varnish will disappear. 129
The variety of marble perhaps most popularly imitated is sienna marble, which takes its name from the quarry in Italy whence it is obtained. The Montarenti quarry also produces this variety. The predominant colour is a rich yellow, somewhat resembling the yolk of an egg, distributed in large irregular patches broken up by veins of bluish red and purple. Montarenti sienna has veins which are nearly black. Some varieties of sienna have a reddish hue, and as a rule the richer the colour of the ground the less strongly marked are the veins.
The chief applications of sienna are columns, pilasters, and staircase walls. A dead white ground is applied, and this may be made with white-lead as the basis; add driers, and thin with 2 parts of linseed oil to 1 part of turps. A less usual ground is of a light buff colour, and this is made with white-lead, ochre, and a very little vermilion, thinned with linseed oil, a small quantity of sugar of lead being used as a drier. The mode of proceeding when the second ground is used will be returned to. Having applied the dead white ground, a simple method is to irregularly paint with two or three yellowish tints, made by mixing white-lead with raw sienna. Sketch in the veins with black crayon or charcoal, and soften them into the ground with a badger hair softener, better known perhaps as “the badger.” Additional shadows are applied in the form of a glaze made with raw or burnt sienna, and then the veins are touched up with a little blue. A few white veins or spots are run over all, and a few lights put on in the interstices between the dark veins. Or, having applied the ground, proceed as follows: Put on angular patches of pale to deep yellow colour, occasionally inclining to red, using for the purpose paint mixed with white pigments, so as to be opaque; the colours used may be yellow ochre and Venetian red. Put in the cloudy parts with blue 130 black and Indian red, and blend the whole together. When dry, glaze and finish as above. Another glaze for sienna is made with raw sienna and ochre, with a trace of crimson lake at intervals.
Still another method of imitating sienna marble is to have a ground of white-lead; go over the ground with white paint containing equal quantities of turps and linseed oil. Mix two light tints, one with yellow ochre and white lead, and the other with vermilion and white-lead, thinning both of them with equal parts of linseed oil and turps. Using separate brushes, dab patches of these two tints on the white paint whilst this is still wet, and then soften the patches together, observing that the red tint is not too dominant. Vein the wet work with a sable pencil dipped in turps and blue-black; use thin colour for the veins, and after softening with the badger, apply further thin blue-black, so as to darken but not thicken the colour. Using a black camel-hair fitch dipped in a thin mixture of purple lake, blue-black, and turpentine, wash over some of the open spaces and soften lightly. Allow to dry, and then with a sable pencil put in the white lines with white-lead and turps, afterwards softening with a badger. Lightly varnish when the work is quite dry.
If the buff ground (see p. 129) was used, a method of marbling sienna is to put in a pronounced irregular vein right across the work; for this purpose use a feather dipped in turps, the colour being a mixture of Indian red and ivory black, shaded at places with white. From this main vein lead a few veinlets, and put in others, using as the colour Indian red and Prussian blue, mixed with white, and applied with a feather wetted with turps. Soften with a badger as usual, and, when dry, rub the surface with a silk rag moistened with linseed oil. Touch up with thin white colour on a feather, soften, and then glaze with the glazing colour mentioned at the end of the last but one paragraph above; touch up the main vein with ivory black on a hair pencil.
Fig. 72.—Sienna Marble.
In the case of the sienna marble shown by Fig. 72, the ground is white or pale straw colour, on which is scumbled, with a tool or brush, the body colour, consisting of a tone made of raw sienna and white, and a deeper tone of ochre and Venetian red. These colours must not have too much body in them, or the purity of the ground will be lost. A feather 131 dipped in turpentine and worked about the colours breaks them up and affords a foundation for the veins. These are worked in with a colour made of Indian red, and white and slate colour. Some of the openings between the veins should be painted in with the light colour, very thin, and some with 132 the deeper colour. The character of the veining, and the way in which the ground is broken up, are shown in the illustration (Fig. 72).
A concluding hint with regard to sienna is to avoid giving the work a formal, almost geometrical, appearance, when veining, especially when putting in the veinlets; natural marble but rarely has a circular, square, or straight vein marking. The success of the imitation depends much upon the proper disposition of the masses, and a heavy and monotonous appearance will result if the veins cover the whole work. Leave large areas with only a few fine veins, and distribute the cloudy parts in irregular masses.
Imitations of white veined marble are popular. This is the famous Carrara marble, the finest variety of which—statuary marble—is free from veins altogether, having a beautiful white and semi-transparent colour. The veined marble has the same general appearance, but contains also faint and delicate markings, whose direction may vary perhaps a great deal, but all of which travel to the same point, though by different roads as it were. In many varieties the faint veins have a reddish-grey colour. This, indeed, applies to all marbles, with the exception of porphyry, black-and-gold, and Florentine. These veins are the mica seen through a thickness of the semi-transparent white body, and the appearance of transparency in the imitation is represented by faint lines crossed by bolder ones.
Much thought and time have been given by the best workmen with the object of giving depth and transparency to their work. By the laborious method of laying one colour over another and waiting till the colour hardened sufficiently to admit of its being rubbed down with pumice-stone, so that part of the colour underneath might be seen, many of the specimens of inlay marbles and work intended for exhibition have been produced. Greater depth can be obtained by removing the surface colour from the veins than by laying them on the face. Some of the greyish-white veins are transparent. The ground is worked in the way shown for imitating Carrara marbles (p. 135). When dry, it is painted over with the body colour of the marble (the semi-transparent veins having been previously indicated on the greyish ground). Then some fat and a little soap and oil are mixed 133 with a little powder colour, similar to the body colour of the marble, and in such a way that it could be worked with a pencil or feather over the ground where the veins are intended to be seen. The body colour, when painted over this composition, will not dry, so that, when the rest of the surface is hard, some turpentine on a rag removes the colour from the veins, and also removes the grease and leaves the markings clear and sharp. By this means a greater depth and clearness in the veins is obtained than could be got by painting them in with a pencil.
134 It is essential to closely study white veined marble before an imitation of it is attempted. An inferior way of imitating it is as follows: Apply a dead white ground, and when this is hard and dry, rub on over it a thin coat, of zinc white ground in oil. Whilst the ground is wet, put in the inner or underneath veinings with a warm grey crayon, and the bolder markings with a soft blacklead pencil or black crayon. The imitation can be at once finished by softening the lines with a badger; or, instead, the spaces between the lines may be tinted very slightly with grey and green, and a few touches of yellowish grey may be added, the whole then being softened; this colour must be applied very sparingly.
By the above method, however, though it is the usual one adopted, there is not such good representation of the different depths of the veins and of the pale, smooth portions 135 which characterise white veined marble. These features are more fully reproduced by the following method: The dead white ground, to be laid quite smoothly, is composed of white-lead made workable with 2 parts of linseed oil to 1 part of turpentine. Some add a trace of ultramarine blue to the ground. When dry, with a sable pencil put in faintly the first broad vein, using as veining colour a mixture of white, black, and Indian red made to match the tint in the natural marble. Scumble or spread the colour very thinly in the forms the vein is intended to take. The veins that are to appear as though they were nearer to the surface than the broad faint veins are drawn in very thinly, and they are divided as any specimen of the natural marble will show; these veins are darker than the first, and a little black may be added to the veining colour to produce the effect. A further vein, taking the same direction as the previous veining, is now drawn in very thinly with a fine sable pencil, the colour containing even more black and a little lake and blue. In all this veining but very little colour is used, but what is used must be applied with knowledge and skill, which come only from study and practice. The veins are applied one after the other whilst still wet, and finally they are blended with the badger. The dark vein may require retouching when the whole is dry.

Fig. 73.—Red Devon Marble.
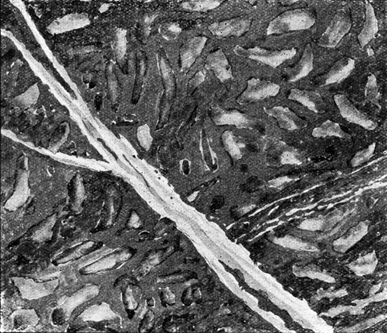
Fig. 74.—Coral Marble.
Red Devon marble (Fig. 73) is very effective for mantelpieces and pilasters. It is worked on a white ground. The work is painted over in oil white, and whilst wet, light slate colour (made from black and white) is scumbled over part of the ground with a sash tool, and then softened into the ground. This is allowed to get hard; and when it is thoroughly dry the prevailing colour of the marble is worked over the surface, partly with a broad fitch and partly with a feather. This red colour is made from Venetian red, burnt umber, and white (4 of red, 1 of umber, and 2 of white). The broad veins of white are put in last of all, and lightly badgered off. As these broad patches and veins are a pure white, they generally have to be gone over a second time with clean colour.
Coral marble (Fig. 74) is also a Devonshire variety. Its ground is very much the colour of red coral, and is prepared in the same way as that for the red Devon, but for the red 136 coral mottled ground clean turpentine is splashed upon it, opening the colour into irregular spots. The red or coral colour is made from Venetian red and white, a little Indian red being added occasionally to deepen the colour in places. The red is put on the ground when dry with a broad fitch in and out and around the spots that the turpentine produced. This marble cannot be painted quickly enough for large, cheap work; but for small panels or mantelpieces it presents a pleasing contrast to the ordinary run. A few bold veins of white go across, and these are best put in with a large sable pencil.
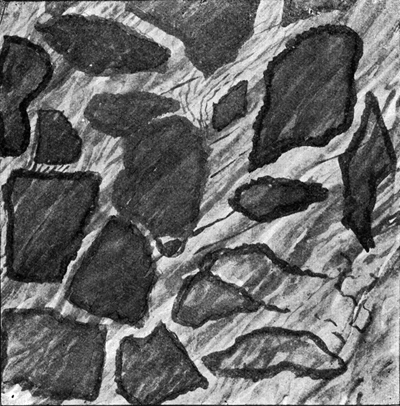
Fig. 75.—Septerium Marble.
Septerium marble (Fig. 75) is dug from the Oxford clay. 137 It is worked upon a white ground. Some thin colour, sharp—that is, principally turpentine made from yellow ochre, chrome, and black, is worked with a feather in one direction, though considerable character may be imparted by twisting the feather about. A brownish slate colour, made from black, brown, and yellow ochre, is painted in irregular slabs, like inlays on the ground, breaking it up. The figure will give an idea how these are placed. These patches are fringed with an edge of brown, which is best done with a flat fitch. This is a marble that can be easily learnt, though it takes some little time in the doing.
In finishing marbling, it is well to use pale varnish, so that the whites and light tints may not become discoloured. It brings the figure nearer to the surface of the real marble, if, after it is varnished, the work is flatted down—that is, rubbed carefully down with pumice powder made moist and worked upon a small piece of thick felt. This treatment tones down the too glossy surface of the varnish without injuring its durability. Flatting varnish, sold ready prepared, is thin in quality, and cannot be recommended so highly as the ordinary varnish flatted down by hand.
Black-and-gold is the name given to the portor marbles quarried in France, and “portor” itself is a corruption of the Italian “Port d’Oro.” It has a black ground and golden yellow veins, and the appearance is very handsome. The veins have not the colour of metallic gold, though popular and vulgar imitations are sometimes seen somewhat startlingly “decorated” with gold leaf or gold bronze powder. The marble is used chiefly for skirtings, string courses, chimney-pieces, etc.
There are many ways of imitating black and gold marble, one of the simplest being to make the ground of ivory black, vein in a mixture of white-lead, ochre, burnt and raw sienna, applied with a camel-hair brush, and then to glaze the spaces between the veins with thin grey or white colour; finally, put a few white veins over all. To deal with the matter in more detail, and by a slightly different method, first apply a good smooth ground of either bone or ivory black. Large spots or irregular patches are connected by wavy lines or threads, and these are put in with colour composed of white-lead, yellow ochre, and a little vermilion, or of white lead, 138 yellow ochre, orange chrome, Indian red, and black made up in proportions to agree with the colour in any natural specimens, no two of which may agree exactly, the veins varying from pale buff to bright red. Freely dab the colour on the ground, and whilst the patches are wet connect them by drawing threads in all directions, and of varying thicknesses. The spaces between the fine lines may be touched up with washes of light and dark lead colour, mixed with turps, and applied with a hog-hair tool. In some specimens, a distinct white vein runs in the deepest parts of the black, small threads of white attached to it crossing each other as well as the small yellow threads; their general direction is the same as that of the thicker veins.
Good effects can be obtained in imitating black-and-gold marble by a clever manipulation of the brush. Having a black ground, place on a palette some Indian red, Oxford chrome, lead colour, and a little orange chrome, and take up some of each colour on a large sable pencil, which then is rolled across or up or down the slab, the colour appearing in short, irregular patches; these are joined with threads as in former methods, and the work is proceeded with as usual, the patches subsequently being shaped with a camel-hair pencil if they require it.
Fig. 76 shows a specimen of imitated black-and-gold marble. The ground is a pure black, and the veins may be put in freely with a writer’s sable pencil—the larger the pencil the greater the scope in the size and variety of the veins. The stiffness that often characterises work done with a pencil may be lessened by putting the veins in with a large feather from the wing of a goose or any large bird. The colours to be used are ochre and Venetian red (both made lighter by the addition of white-lead), and white. The paint should be used sharp—that is, more turpentine than oil should be used. The veins should not cross one another at right angles, like a Scotch plaid, but should grow out of one another, and in places they might be kept more open than in the specimen illustrated.
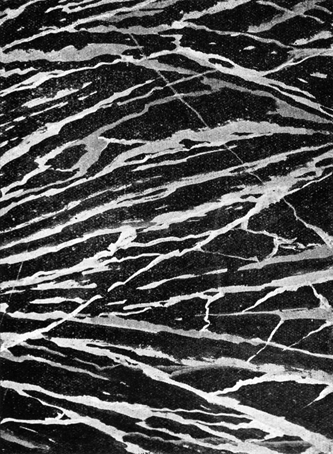
Fig. 76.—Black-and-gold Marble.
A little practised, but perhaps preferable, way of imitating black-and-gold marble is to apply a bright buff ground instead of a black one; then coat with ivory black, leaving the veins bare, and afterwards with a cloth wiping out the ramifications 139 which are so intricate in this marble. When dry, soften the effect by glazing the veins, and vary their tints. Then put in the white veins as above. The advantage of this over the former methods is that the veins do not stand up; black pigment covers so well that only a thin coat need be used, and 140 so the fact that the veins really are below flush is not very apparent. In the former methods, a good body of paint has to be applied to give the veins force, and thus ridges of colour are produced above the surface of the ground. It also is possible that the intricate ramifications can be rendered with greater precision and accuracy by wiping out than by painting in.
What is neither more nor less than a conventional marbling, and to a great extent an offence to good taste, is the black-and gold decoration seen sometimes in old-fashioned cabinet work. The method is not applicable to large surfaces, owing to its expense. The work is coated with gold-size; and when this is tacky, gold leaf is applied where the yellow veins are to come, and silver leaf where the white veins are to come. The whole surface, including the metallic leaf, then is thickly coated with ivory black, and after a short interval a round-pointed bodkin is used to remove the paint where the thin white vein is required. The larger yellow veins are produced by wiping off colour with a washleather held over the thumb or grainer’s thumb-piece. When the black paint is dry, the yellow and white veins are painted in thinly as in the other methods, the gold and silver showing through the thin paint and giving great brilliancy when the work is varnished. This may possibly make furniture look pretty if employed to a small extent only, but it is not good marbling, and is not recommended, for surely to such practices is due the discredit into which imitations of wood and marble have fallen.
Blue-and-gold marble has a light blue ground, and in imitating it dab over a suitable ground separate patches of light blue, white-lead, and Prussian blue, leaving untouched some portions of the ground. Soften the patches together, and then run white veins in all directions over the work, filling up some of the irregular spaces with bright yellow. Finally, touch up the white veins.
Italian pink marble resembles sienna marble, having about the same depth of tone, but it is pink, as its name implies, and the white markings are stronger. The ground may be either buff or white, and the marbling colour may be a mixture of vermilion, Indian red, ochre, and either ultramarine or blue-black, the process being similar to that for 141 sienna (see Fig. 72). One method is to spread a white-lead ground, and when this is dry coat it with white paint containing equal parts of linseed oil and turpentine; separately mix up with a similar vehicle ultramarine and white-lead, and vermilion and white-lead, and dab these in patches on the wet ground, using one brush for each tint. Then soften with the badger. The pattern must be learnt by studying a specimen of the natural marble, and it is worked on the patchy ground by means of a feather dipped in turpentine and then in Indian red. Soften the markings, and, when dry, flat the whole of the work with a thin mixture of white-lead and turpentine. Dip a clean feather in turpentine, and scumble over the surface, putting in white markings as may be required with white-lead and turpentine. The work should be varnished when perfectly dry and hard. By another method, a white ground is rubbed over with zinc-white ground in oil, and before this is dry the work is scumbled over with pink colours made with (1) ochre and Venetian red and (2) ochre and vermilion. The shading in is done with greyer tones, purplish red veins are added, and the whole is softened and blended together. The imitation is finished by painting in a few white veins to cross the deep ones, a few blotches of white are put on, and here and there a rose pink glazing is applied.
Vert antique (French) or verde antico (Italian) is a rare old marble very seldom seen, though two or three other varieties are mistaken for it sometimes. It is found in small fragments among Roman and other ruins, and is a beautiful brecciated serpentine marble, the best quality having a grass-green ground with nearly black spots. Some vert antique has both black and red small spots, and occasional white fossil encrinital fragments; other specimens have pale cloudy green as the predominant colour.
Vert antique is imitated in practically the same way as all green marbles, whether distemper or oil is employed. The ground is black, and the different shades are produced by scumbling the white over it more or less thickly; the final process is glazing with green to agree with the natural tint. A good method is to lay a ground of black or dark green, and to scumble over it dark brown and green, and afterwards white-lead and Brunswick green; variously 142 shaped masses of white, square, irregular triangles, etc., and similar masses of black are then put in with a fitch. The black ground may be made with 4 oz. of vegetable black and 8 oz. of driers, thinned with 2 parts of boiled linseed oil to 1 part of turpentine. By a slightly different method (and it must be remembered that similar general effects can be produced by quite dissimilar methods) almost cover a black ground with dark green paint made with chrome and Prussian blue; with a feather put on patches of a lighter green and occasionally a very little Indian red, and intersperse with black and white irregular blotches. When dry, glaze with Italian pink and Antwerp green, touch up the white patches, and give them a slight black margin.
A more detailed method of imitating vert antique is to stipple on a flat ground of dark, invisible green. Several shades of green are mixed up, the darker with Brunswick green and white-lead, and the lighter with chrome green and white-lead. Scumble the darkest green over the work, the broken streaks of colour leaving many small spaces of black between; then apply the lighter greens in the same way. So that one colour may follow the former one immediately, mix them with quick gold-size. Touch up with thin white, and when dry apply with a flat brush a semi-transparent colour made from green and black; this colour must form patches, mostly oblong, which should run with the veins of the previous feather work; have also round and angular patches, and the colours underneath should show through them. With quick-drying drop black put in a number of black patches, so grouping them that they appear to have a lead in one direction. Add some smaller white patches having a sharp broken form; these must be in and about the black patches, and some of them on the semi-transparent work. Make some of the white transparent and some of it solid, and tint some of the patches very slightly with yellow and pink. Then cut round the whites to define their shape with a swan quill pencil dipped in transparent green. When dry, the work may be glazed here and there with transparent green containing Antwerp blue and either Italian pink or yellow lake.
Egyptian green, which is a superior serpentine, so closely resembles vert antique that often the former is mistaken 143 for the latter; the difference is in the form of the veins in Egyptian, which are more nearly horizontal, and there are more fossil remains mixed with it, the dark veins often appearing as streaks. Some kinds of Egyptian green have grey and a few white spots, another variety has a reddish ground with clear dark veins and a network of white lines. The distinction between Egyptian green and vert antique can be understood, probably, only by a comparison of natural specimens of each; it follows therefore that the methods employed for one answer nearly for the other. The usual method of imitating Egyptian green is to scumble chrome, Prussian blue, and white-lead over a black ground, leaving spaces of the black. Fossil spots and rings, etc., then are added in white, plain or slightly tinted. Glaze as described for vert antique.
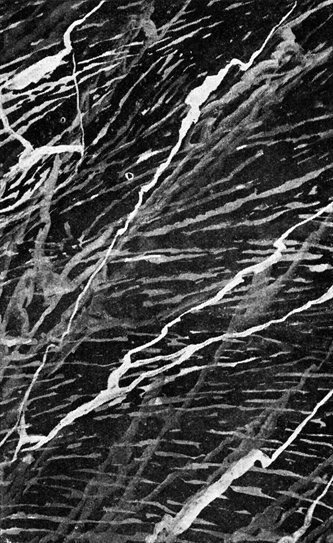
Fig. 77.—Egyptian Green Marble.
Fig. 77 shows a specimen of Egyptian green having a pure black ground. Some Brunswick green is mixed up with turpentine and a little slow varnish, with the addition of a small quantity of white lead, the colour being put on with a feather worked about freely. Much colour must not be taken up at a time, the work will look blotchy and not properly represent the character of the marble. If the green is put on too solid, the veins can be opened by taking the black of the ground on a sable pencil and breaking them up. The work must be kept as smooth as possible. When the colour is setting, lightly badger it off; this will give smoothness without destroying the qualities that were obtained by the feather. The real marble has a smooth polished surface, and the marbler will seek to give his work the same quality. The white veins are partly put in with a feather and partly with a pencil.
Serpentine is not properly a marble, though it is used extensively as such. Precious serpentines have a degree of transparency and a dark or olive green colour. Ordinary serpentine is variegated with bands and blotches of rich brownish red, mixed with lighter tints; sometimes the veins are greenish white, and in general serpentine is subject to great variety of colour and figure. It is imitated in much the same way as vert antique and Egyptian green; have a dark ground, and obtain the green by scumbling; or start with a ground of the required tint. For common serpentine, 144 make the dark shades of green in the form of broad bands, and arrange the light reticulated veins so that the fossil remains in between them can be represented by small square or oblong pieces of white of various sizes. Have a black vein blended with the darkest shades of green so 145 as to be scarcely perceptible. This serpentine lacks contrast, and of necessity is somewhat dull, not lending itself to effective imitation.
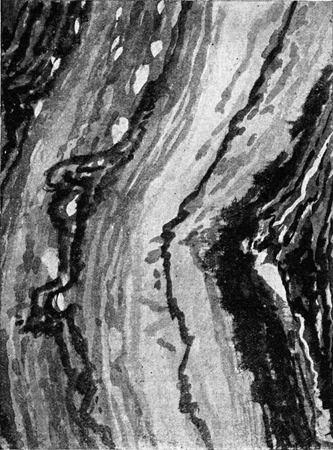
Fig. 78.—Irish Green Marble.
Irish green, of which a specimen from Galway is illustrated by Fig. 78, has in its composition a wide variety of colour, ranging from the more delicate greens and transparent whites to greens so dark that they may almost be called black. The ground should be a clear white, and on this should be roughly painted in some Brunswick green mixed thinly in varnish and turps. This should be painted on, of varying depth of colour, and an endeavour should be made to obtain with this medium the markings of the marble. Dipping a feather in turpentine and drawing it sideways down the colour will open it, and enable the white ground to be seen distinctly. Some parts of the work might be splashed with the turpentine—lightly, or it will run down in tears. A little black might be mixed with the green, and worked in with a feather, to increase its depth and lend variety. When this is thoroughly dry, it should be glazed with a wash of green and ochre, sparely worked with a feather over the lighter parts, and then broken up with semi-transparent white, which will help to soften down the crudeness of the greens. This is a beautiful marble, and will repay any pains bestowed on it.
Dove marbles include many varieties of hard marbles, whose predominant colour may be bluish grey or dove-colour. One kind has the veins of almost the same colour as the ground, and this is imitated in the following way: Lay the ground with two or three good coats of good lead colour; smooth with glasspaper between the coats. The ground colour is the marbling colour also, but it is thinned with turpentine for the second purpose. Do only a small portion of the surface at a time, so that the colours may be softened easily. Fossil remains are formed whilst the marbling colour is wet by putting in small specks of a whitish tint; only slightly blend these into the rest. Using the thinned ground colour and a small sash tool, tastefully distribute some veins of various thicknesses, adding a few very fine veins. Lighten the thinned ground colour with white-lead, and with a feather pass over the broader veins, which are to appear thread-like. Dip a camel-hair pencil in thin white, and make short, thick touches on the same 146 veins; where the veins are narrow, make the marks with a fine striping pencil. When quite dry and hard, smooth with clean worn glasspaper, and lightly varnish.
For a dove marble with a grey ground, lightly put in the veins and spots with white and black whilst the ground is wet, and then blend all together. This is a suitable treatment for mantelpieces. Another method for grey dove marble is to lay a ground of a light leaden tint of blue; make some of the ground paint darker and thinner, and use it for marbling, putting in the veins, etc., with a feather; then very sparingly use black in the same way, afterwards adding white streaks and softening the whole. When dry, scumble with thin white, and put in touches of solid white. This last method of treatment can be employed over a bluish red ground also. Dove-coloured spotted marbles are imitated by the last two processes described, special attention being given to a natural specimen.
Rouge royal is a Belgian marble, having a ground of light brownish red and veins of white and grey; Cerfontaine and Agimont marbles have a ground of darker red; Vieux-Gochenée rouge royal has a deep brick-red ground, spotted irregularly with grey and white. Other varieties have a greyish red ground and unequal-sized spots of reddish and greyish white, or a clearer red ground, or bright red worm-like fossils. St. Gérard rouge royal has a chocolate colour ground, veined and spotted with light chocolate and light brown. It is evident from this that there is plenty of scope for the imitator, and that he is not much restricted as regards the colours and figures he chooses to employ in its representation. He is advised, however, to study a few good specimens that more nearly conform to the name—royal red—than do some of the varieties mentioned above, and to base his imitations entirely upon them.
The following hints may be of service in imitating rouge royal marble:—Lay a bluish grey ground, using as colour 2 lb. of white lead and ¼ oz. of blue-black, well rubbed up together with oil; add as much ultramarine blue as will cover a threepenny bit, and again rub up. Thin as required with 2 parts of linseed oil to 1 part of turpentine. When dry, lightly oil the ground, and run in with a brush a mixture of Oxford ochre and Indian red. Partly cover 147 with rich brown made with ivory black and Indian red, and distribute irregular patches of black; this can be done with a pad of paper dipped into the colour and applied to the work. Then put in patches of light blue and white, and wipe out a few veins to leave bare the white colour. 148 To finish, glaze lightly with ivory black and Indian red. It is repeated that this marble varies so much that special study of one or two really good specimens is desirable.
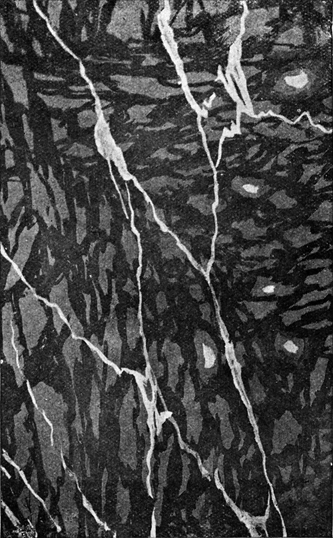
Fig. 79.—Italian Griotte Marble.
The marble known as Italian griotte (Fig. 79) is of a warm rich colour, the ground being a bright red, which can be imitated with Venetian red, Indian red, and Chinese red. When the ground is thoroughly hard, a glaze of black, mixed in varnish and turpentine, is laid on the ground sparingly, or it will run too freely when it is opened, which is by splashing on it turpentine from a brush; where the spirit falls the black to a large extent is removed from the ground, giving it a mottled appearance. In the centre of the larger openings a spot of bright red is placed with a fitch, giving to the marbling greater depth. The light veins are put in with a sable pencil when the black is nearly dry, the small amount of black that will work up serving only to take away the chalky appearance of the white. The veins are spare and thin in comparison with those to be found in marbles like that known as black and gold, but it is a marble that can be used effectively in company with those of lighter colour.
Porphyry is a crystalline substance popularly classed as a marble, though geologically it is not classed as such. Egyptian porphyry, antique red or purple, has a ground of dark crimson or chocolate, seemingly sprinkled with minute crystals. Black antique porphyry has a black ground and large white crystals; the very rare green variety has a ground of dark olive green, tending to blackish green, with whitish green crystals and occasional small bluish grey agates; brown porphyry has a liver brown ground and greenish white large spots.
To imitate the variety of porphyry having the crimson red ground, make up a ground colour with Venetian red, white-lead, and a little vermilion and white, and sprinkle on a layer of spots in the following manner:—Add white-lead to some of the ground colour, slightly thin it, and well work it into a large paint brush, scraping this over a knife to remove superfluous colour; “wring out” the brush by rolling its handle between the palms of the two hands. Hold a stick in front of the work, and strike the brush against it, turning the wrist whilst striking. The colour will fall upon the work in the form of innumerable spots, elliptical in shape. 149 The spots must be distributed evenly; otherwise, one part will have hardly any, whilst on another part they may be running into one another. When sufficiently dry, the sprinkling may be repeated, but very lightly this time, using a rather deeper colour made with Indian red and white-lead. 150 A third sprinkling is done with a small brush containing thin white colour, which requires to be deposited in very fine spots. For this purpose, the brush should be all but exhausted of colour before it is struck upon the stick. Some varieties require a narrow, opaque white vein to be run among the spots; but this cannot be applied until the spots are quite dry, a sable pencil being used to mark the vein, and the threads being drawn out afterwards with a feather.
The two kinds of granite principally imitated are red and grey, and the process is the same in both of the cases, the difference being only in the colours employed. Granite is composed of quartz, felspar, and mica, the proportions being in the order given, and it is these constituents united in a confused crystallisation without definite arrangement that have to be imitated. The ground for red granite is a mixture of 2 lb. of white-lead, 2 oz. of Venetian red in oil, 1 oz. of light vermilionette, well rubbed up and thinned with 4 oz. of driers and equal parts of linseed oil and turps; this is strained and used thin. Grey granite has a grey ground, for which a suitable recipe is 2 lb. of white-lead, 1 oz. of ultramarine blue, rubbed up together and thinned with 4 oz. of driers and equal parts of linseed oil and turpentine. The spots for red granite are black, white, and vermilion, and for the grey they are black and white. The spots can be applied by striking the brush on a stick as described for porphyry, but perhaps a better method is to use a piece of open sponge, one face of which is flat. The colours should be stippled thickly over the palette, taken up on the flat face of the sponge, and lightly transferred to the work. A special “graniting” brush can be had for applying the spots. Some granites require grey and green spots, the former being a mixture of white and black. The imitation of granite is considered to be very easily accomplished; but it is regretted that generally it is done extremely badly.
St. Anne marble is of two kinds, that having a dark grey ground with whitish spots, amongst which madreporic fossils show, and that having a ground of a lighter grey, with irregular and dirty spots. Some varieties have worm like spots or markings, and Brayelle, a variety of St. Anne marble, has a black ground tinged with light red or orange, and having grey and white spots. As ordinarily imitated, 151 St. Anne marble has a black ground, white veins, and the middle tints or spaces lead colour. But the ground should be of a greyish colour, and a suitable paint for the purpose would be white-lead tinted with blue-black and ultramarine blue, and thinned as usual. Work the veins in white and the fossil markings in grey of a tint differing from the ground.
The imitations hitherto described and included under the general term “marbling,” are the ones which have been in most request, but there are others which have to be executed at times. These will be treated briefly in alphabetical order.
Alabaster is a semi-translucent white substance, sometimes having faint veins of yellow, red, brown, grey, and dark blue; the veins are just tinged with the colours mentioned. Alabaster is not a proper marble. In imitating alabaster, something of the nature of the process of imitating white veined marble should be followed; that is, the veins should be made to appear as if they lie beneath the surface. The ground is creamy white, and the veins are worked in any one or two of the colours mentioned; but they must be very delicate and few in number.
Amber and similar translucent substances may be imitated by the marbler’s methods, but with only a fair amount of success. The suggestion of depth and translucency is obtained by repeated glazing and varnishing.
Black marble, perfectly plain, is quarried in many places, and imitations of it have been in demand. As in all other marble imitations, it is necessary to completely hide the grain of the wood. To do this, have the wood well glasspapered, and then coat with thin paint made with white-lead and bone black, thinned with driers, a lot of linseed oil, but with very little turpentine. Apply a second coat, this time with much less oil and much more turpentine. The paint should be strained carefully before applying, and the coats, when dry, should be glasspapered lightly with No. 0 paper. Fill up any places that require it, and then give two or more coats, putting more body and pigment into the paint. If the grain is not quite hidden, give two more coats. When dry, apply a thin coat of black enamel paint; lightly glasspaper it when dry, and then give a good flowing coat of the enamel paint, taking care, however, that 152 it does not run. Another method is to apply carefully, one after another, with intervals for drying, a number of coats of best quality black spirit varnish; use a camel-hair brush, and spread every coat well.
Bardilla marbles have a blue or bluish grey predominant tint, the veins being blue, purple, or black. For black bardilla apply a light lead-colour ground, and put in with a feather a confused mass of fine lines. Soften these with the badger, and when dry glaze them thin white, stronger in some places than in others.
Blue, ruby-spotted marble is a light coloured Swiss variety. Lay a very light blue ground for it, and where the yellowish spots are to come, dab on a few patches of white. These colours must be perfectly dry before any further ones are added. Put on spots of a bright tint of Prussian blue and white over the blue ground and whilst wet put in a few big touches of a darker tint, the first tint showing up well between them. Now apply the yellow spots over the bluish white ground, using a mixture of king’s yellow and a little vermilion. When quite dry, put in the dark red or ruby veins with a tint of lake and blue. These veins are rather dotted on than painted, care being taken to avoid the yellow. In some places, the marks are quite red, and for these lake alone is used. At once mix a much stronger tint of lake and blue, and draw bolder markings over the previous ones, drawing out the lines in a succession of dots over the bluish ground. This marble cannot be imitated from a mere description, and it is essential that the original itself be studied. Then these hints will be found of value.
Blue-veined Swiss marble has a splendid appearance, but is not very difficult to imitate. Over a white ground draw light blue spots or broken streaks, leaving untouched with blue the spaces for the yellow markings. Put in these with king’s yellow, and on this tint superimpose broad spots or touches of burnt sienna. When dry, apply a purple tint over the blue spots; the purple being made with lake and blue, and the marking upon it being black. The work is glazed with a wash of burnt sienna.
Brocatelle violette marble is one of three beautiful varieties found in the neighbourhood of Molinges, France. It resembles but is not so beautiful as Spanish brocatelle, it 153 having a violet, ground, veined and marked with white and yellow, though some varieties show more prominently veins of purple, brown, and black, on a white ground tinted with violet. For imitating it, lay the ground by stippling with dead white, and when this is dry scumble with white slightly stained with vermilion and ultramarine, using pure linseed oil as the vehicle. This must be rubbed on very bare, so as not to cause the crayon afterwards applied to spread. The broken patches are outlined with brown crayon, and then, having previously studied a specimen of the marble, work in the violet colour with a flat fitch; the colour is more prominent in some parts than in others, and these parts should be darkened slightly; then a bluish grey colour is worked on in the same way as the violet. For the violet colour use flake white, a little linseed oil, vermilion and ultramarine, and thin with turpentine. Wipe out the parts to be white, touch up with yellow, and very lightly soften the work, using the softener at its extreme end only. When dry, slightly damp with a chamois leather, and with thin white on a feather again go over the work, taking care not to cover the veins, or at least not to hide them. All the colours now require to be emphasised so as to contrast more with the white; and the white patches should for this purpose be given a little solid pigment. The imitation is finished by glazing the dark parts of the veining and by tastefully pencilling in the black veins.
Derbyshire spar may have the ground formed of light grey colour; this, when dry, is glazed over with a thin mixture of black and vandyke brown, with a little Indian red at intervals. The fossils are represented by wiping them out with a cloth, afterwards glazing with the same colour wash. Bring out the fossils with solid white, and edge them with fine black lines.
Florentine marbles vary greatly, the ground ranging in colour from pale ash grey to reddish grey, and the markings from irregular grey spots, evenly distributed, and yellowish white veins to black bands. The usual imitation has a light reddish grey ground, formed with white lead, Indian red, and ivory black. The veins of umber or burnt sienna are laid on in an irregular way while the ground is wet, and they then are softened. Sometimes the veins are very close 154 together, and then seem suddenly to break up into rough forms, whose shapes can be understood only by the study of natural specimens. Florentine marbles of very dull ground are imitated over a base of white-lead tinted with ultramarine blue.
For Italian jasper, have a ground of light green drab; slightly oil it, and then rub in nearly circular patches of a mixture of Victoria lake and Indian red, putting in between these with a feather wetted with turpentine successive tints of olive green and grey, afterwards well blending the whole. For the olive green, mix white, raw sienna, and blue-black; and for the grey, mix white, Prussian blue, and ivory black. Glaze the olive and grey tints with a white wash, and the darker ones with crimson lake. Finally, touch up with very thin white, applied with a feather.
The ground of jasper marble is made with Venetian red, red lead, and a little chrome yellow, thinned with linseed oil and turpentine in equal parts. To make the ground very brilliant, substitute vermilion or lake for the Venetian red. On the wet ground, dab white spots with a piece of sponge or with a brush, then soften with a badger, afterwards touching up the white spots. Add spots of blue, brown, yellow, etc., and when nearly dry, put in veins and threads with a camel-hair pencil.
Lapis lazuli is imitated on medallions, etc., and its general colour is a beautiful azure blue. For the ground, use 4 oz. of blue-black and 2 oz. of ultramarine blue, mixed with 2 parts of linseed oil to 1 part turpentine. The veins are very fine and broken, and are put in with ultramarine and brilliant yellow.
Lizard marble may have a ground of 2 lb. of middle purple brown and 4 oz. of burnt umber made very thin with 8 oz. of driers and 2 parts of linseed oil to 1 part of turpentine; strain it before using.
Malachite is a very beautiful green, marble-like substance, covered with angular zig-zag markings, somewhat resembling walnut grain; in the midst of the markings are spots. The following method of imitating it may be tried. Apply a light ground of Brunswick green and white-lead, and, when dry, rub on a distemper wash of Prussian blue and raw sienna, thickened with wax or whiting in the 155 way that oak graining colour is treated. With a small brush, produce the turnings and twistings in imitation of a natural specimen, wipe out here and there with a rag, and then with a stump form the knot like spots. Finally, the effect of overgraining as in imitating wood may be tried.
Slate mantle-pieces, etc., are marbled in a way quite different to any yet described in this chapter. There are two methods, “transferring” and “dabbling.” The former is done by mixing and grinding the colours in turpentine, to which has been added a little japanner’s gold-size; the colours are then thrown into a tank of water, when they will be found to float on the surface. They are then mixed by means of a feather, which is drawn backwards and forwards across the tank. The slate being in readiness, it is lifted by two men, one at each end, and lowered gently so as just to touch the surface of the water. The slate is then dexterously removed and turned over on its face, when it will be found that the design has been transferred from the water to the slate. In the dabbling process the colours are mixed and ground as before and dabbled on the slate by means of a sponge. The first-mentioned process gives the host natural results, though of course even these represent a merely conventional marble. The slate is stoved to drive away moisture. This, of course, is essentially a process for manufacturers, and is quite outside the scope of the painter, who aims at truer effects. 156
Alabaster, Imitating, 151
Amber, Imitating, 151
Amboyna Wood Graining, 90
— — — Colour, 90
— — Ground, 90
American Fillers, 127
American Walnut Graining, 84, 85
— — — Colour, 85
— — Ground, 84
— —, Stained Imitation of 101
Antique Oak Grounds and Colours, 32, 40
Ash Graining, 87
—, Hungarian, 87
Bardilla Marble, 152
Bath Varnish, 52
Bedroom Furniture, Graining, 92
Beer for Binding Colour, 39
Beeswax in Graining Colour, 34, 39
Birch Graining, 89
— — Colour, 89
— Ground, 89
Bird’s-eye Maple, 66
— —, Distemper Graining, 66-70
— — Graining Colour, 67
— — Ground, 66
— —, Mottling of, 67
— —, Oil Graining, 70
— —, Overgraining, 70
— —, Wavy Hair-lines in, 14
Black, Bone, 36
—, Drop, 36
—, Ivory, 36
— Wood, Imitating, 91
Black-and-gold Marble, 137-140
Black-and-white Marble, Conventional, 96
Blue Pigments destroyed by Chromes, 35
— —, Transparent, 38
Blue Ruby-spotted Marble, 152
Blue-and-gold Marble, 140
Blue-black Pigment, 38
Blue-veined Swiss Marble, 152
Bone Black, 36
— Combs, 12
— Thumbpiece, 16
Brocatelle Violette Marble, 152
Brown, Vandyke, 38
Brush, Dusting, 11
— Keeper, 128
— for Spreading Colour, 17
Brushes, Use and Care of, 127, 128
Buff Oak Ground, 33
Camel-hair Mottlers, 15
Card-table Top, Imitation Inlaid, 118-121
Castellated Overgrainers, 14
Chamois Washleather, 17
Chinese Red, 36
Chrome Destroys Blues, 35
Cleaning Brushes and Utensils, 127, 128
Colour, Graining (see Graining Colour)
Colours, Matching, 124
Combing in Oak Graining, 42, 43, 46, 47
— Rollers, 18
Combs, 11-13
Coral Marble, 135, 136
Cork Combs, 12
Crayons, 124
Derbyshire Spar, Imitating, 153
Distemper Graining, 29
— —, Ground for, 30
Door, Imitation Inlays in, 107, 108
—, Walnut Graining, 84
Dotter, 15
Draught-board, Imitation Inlaid, 118
Drawings, Transferring, 103, 104, 110
Drop Black, 36
Dusting Brush, 11
Egyptian Green Marble, 142, 143
— Porphyry, Imitating, 148
Engel’s Stencil Graining Plates, 26
— Transfer Graining Paper, 21-24
Feathered Mahogany Graining, 71-73
Figure in Oak Graining, 43, 44
Fillings for Wood, etc., 127
Fitches, Flat Hog-hair, 15
Floor Margin Imitation Inlays, 103-105
Florentine Marbles, Imitating, 153
French Ochre, 37
Furniture, Graining, 85, 92-96
—, Knotting, 93
—, Preparing, for Graining, 92-96
—, Size for, 85
—, Varnishing, 94
—, Whiting for Priming, 95
Glazing Italian Walnut, 84
— Walnut, 78
Grained Imitation Inlays, 109-112
Graining, Characteristics of, 10
— —, Amboyna Wood, 90
— —, American Walnut, 85
— —, Baywood, 71
— —, Beer for Binding, 39
— —, Birch, 89
— —, Bird’s-eye Maple, 67
— —, Feathered Mahogany, 72
— —, Honduras Mahogany, 71
— —, Hungarian Ash, 87
— —, Italian Walnut, 78
— —, Oak, 33
— —, Oil, 33
— —, Pitchpine, 76
— —, Pollard Oak, 59
— —, Rosewood, 87
— —, Sliver Wood, 90
— —, Soft Soap in, 34
— —, Spanish Mahogany, 72
— —, Substitute for, 32
— —, Teak, 89
— —, Varnish in, 52
— —, Walnut, 77
— —, White Lead in, 31
—, Definition of Term, 29
— differs from Marbling, 123
— — Walnut, 84
— an English Art, 9
—, Essentials in Producing Good, 29
— Ground (see Ground)
—, Objection to, 9
—, Oil, 29
— Paper (see Transfer Graining paper and Gransorbian Paper)
— Plates, Engel’s Stencil, 26
— Preparing Woodwork for, 30, 31, 92-96
—, Ruskin’s Disapproval of, 9
—, Spirit, 29
—, Transparency of, 10
—, Water, 29
—, Woodiness of, 10
Granite, Imitating, 150
— —, Figured Oak, 28
— —, Sap Oak, 28
Grey Granite, Imitating, 150
Ground, 29
— —, Amboyna Wood, 90
— —, American Walnut, 84
— —, Antique Oak, 32
— —, Baywood, 71
— —, Birch, 89
— —, Bird’s-eye Maple, 66
— —, Buff Oak, 33
— —, Flatting Paint useless for, 30
— —, Feathered Mahogany, 73
— —, Honduras Mahogany, 71
— —, Hungarian Ash, 87
— —, Imitation Inlay, 103
— —, Light Oak, 33
— —, Meaning of Term, 29
— —, Necessity of Good, 29
— —, for Oil Graining, 30
— —, Pitchpine, 76
— —, Pollard Oak, 58
— —, Preparing, to Receive Colour, 31
— —, Rosewood, 87
— —, Satinwood, 74
— —, Spanish Mahogany, 73
— —, Teak, 89
— —, Walnut, 77
— —, for Water Graining, 30
— —, White Lead in, 32
Gutta-percha Thumbpiece, 15, 18
Hog-hair Fitches, 15
Honduras Mahogany Graining, 71, 72
Hungarian Ash Graining, 87
— — — Colour, 87
— — Ground, 87
Indiarubber Combs, 12
Indigo, 36
Inlays, Colour Combinations of, 113, 114
—, Draught-board, Imitating, 118-121
Inlays, Imitation, Grounds for, 103
—, Panel, Imitating, 105, 109-112
—, Removing Varnish in Imitating, 113
—, Stopping-out Process in Imitating, 112
—, Table-top, Imitating, 118-121
Irish Green Marble, 145
Italian Griotte Marble, 148
— Jasper, Imitating, 154
— Ochre, 37
— Walnut, 78
— —, Glazing, 84
— — — Colour, 78
— —, Overgraining, 81
Ivory Black, 36
Jasper Marble, 154
Knotted Oak Graining, 65
— — Grounds, 65
Knotted Overgrainers, 14
Knots in Bird’s-eye Maple, 68, 69
— — Walnut, 78
Lapis Lazuil, Imitating, 154
Lizard Marble, 154
Mahogany, Bastard, 72
— —, Rollers, 21
—, Honduras, 71
—, Oil Slain, 99
—, Stained Imitation of, 101
Malachite, Imitating, 154
Mantelpiece, Marbling, 155
Maple, Bird’s eye (see Bird’s-eye Maple)
—, Hair Shader, 15
—, Stained Imitation of, 101
Marble, Alabaster, 151
—, Bardilla, 152
—, Black, 151
—, Black-and-white Conventional, 96
—, Blue Ruby-spotted, 152
—, Blue-and-gold, 140
—, Blue-veined Swiss, 152
—, Brocatelle Violette, 152
Marble, Derbyshire Spar, 153
—, Florentine, 153
—, Griotte, 148
—, Irish Green, 145
—, Italian Griotte, 148
—, — Jasper, 154
—, Lizard, 155
—, Malachite, 155
—, Microscopic Study of, 125
—, Red Devon, 135
—, Septerium, 137
—, Vert Antique or Verde Antico, 141
—, White-veined, 132
Marbling, Character in, 124
—, Colour in, 124
—, Crayons for, 124
—, Depth in, 132
—, differs from Graining, 123
—, Matching Colours for, 124
—, Mixing Colours for, 123, 124
—, Pigments for, 123
—, Ruskin’s Disapproval of, 9
—, Scumbling in, 125
—, Slate Mantelpiece, 155
—, Specimens for Study in, 122, 123
—, Study of Originals necessary in, 122
—, Tools for, 123
—, Transparent Veins in, 132, 133
—, Varnish for, 137
Mathieson’s Oak Scumbling, 32
Mechanical Aids to Graining, 17-28
Megilp, 34
Mottling Bird’s-eye Maple, 67
— Walnut, 77
Naples Yellow, 125
New Zealand Oak Graining, 90
Oak, Antique, Grounds and Colours for, 32, 40
— Dark, Ground and Colour for, 40
—, Figured, done with Gransorbian, 28
—, Grain, 42
Oak Graining Lights in, 44
— — Rollers, 21
— —, Small Black Lines in, 49, 50
— —, Using Veining Fitch in, 53
— — Wainscot in Oil, 51
— —, Wiping out Figure, 43, 44
—, Knotted, 65
—, Light, Ground and Colour for, 40
—, Medium, Ground and Colour for, 40
—, New Zealand, 90
— Oil Stains, 99
— Overgrainers, 15
—, Pollard, 58-64 (For details see Pollard Oak)
—, Root of, Imitating, 64
—, Sap, done with Gronsorbian, 28
—, Scumbling, Mathieson’s, 32
—, Studying, 11
Ochre, French, 37
—, Italian, 37
Oil Graining, 29
— — Bird’s-eye Maple, 70
— —, Ground for, 30
— Stains, 98
Overcombing Roller, 18
Overglazing Transfer Graining, 24, 25
Overgrainers, Castellated, 14
—, Knotted, 14
—, Oak, 15
Overgraining Baywood, 71
— Bird’s-eye Maple, 70
— Feathered Mahogany, 72
— Honduras Mahogany, 71
— Italian Walnut, 82
— Spanish Mahogany, 72
— Walnut, 78
Oxide of Zinc, 37
Paint Utensils, Cleaning, 128
Panels, Imitation Inlaid, 155, 109-112
—, Veneered, for Study, 10
Paper (see Transfer Graining-paper and Gransorbian Paper)
Patent Draining Rollers, 20
— Knotting, 126
Pencils, Hair, Cleaning, 128
—, Sable, 15
— —, Figured Oak done with, 28
— —, Sap Oak done with, 28
Pigments (see also respective names)
— for Marbling, 123
—, Opaque and Transparent, 35
Pitchpine Graining, 76
— — Colour, 76
— Ground, 76
— Oil Stain, 99
Plates, Engel’s Stencil Graining, 26
Polishing, Dull, 101
Pollard Oak, 58
— — Graining Colour, 59
— — Ground, 58
Practice Panel, 41
Purple Wood Graining 91
Rails, Door, Oak Graining, 44-47
Red Devon Marble, 135
— Granite, Imitating, 150
Red, Chinese, 36
Rollers, Mahogany-graining, 21
—, Oak-graining, 21
—, Over-combing, 18
Root of Oak, Imitating, 64
— — Colour, 87
— Ground, 87
Ruby-spotted Marble, 152
Ruskin’s Disapproval of Imitations, 9
— Pencil, 15
Satin Walnut Graining, 85
— Ground, 74
—, Stained Imitation of, 101
Scumbling, 125
—, Mathieson’s Oak, 32
Shader, Maple Hair, 15
Sienna Marble, Imitating, 129-132
Silver Wood Graining, 90
— — — Colour, 90
Size Colour, Graining upon, 92-96
— for Furniture, 85
Sizing before or after Staining, 98
Slate Mantelpiece, Marbling, 155
Soft Soap in Graining Colour, 34
Spanish Mahogany Graining, 71-73
— — — Rollers, 21
Spirit Graining, 29
— —, in Polishing, 54
Stain, Dark Oak Oil, 99
—, Light Oak Oil, 99
—, Mahogany Oil, 100
—, Medium Oak Oil, 99
—, Pitchpine Oil, 99
—, Walnut Oil, 99
Staining, Advantages of, 97
—, Limitations of, 97
—, Pitchpine to Imitate American Walnut, 98
—, Preparing for, 98
—, Sizing before or after, 98
Stencil Graining Plates, Engel’s, 26
Stopping-out Process in Imitating Inlays, 112
Table Legs, Graining, 93
— Top, Imitation Inlaid, 118-121
Teak Graining, 89
— — Colour, 89
— Ground, 89
Terra di Sienna (see Sienna)
Terre Verde, Staining Power of, 125
Testing White Lead, 126
—, Marblers’, 123
Transfer Graining, Overglazing, 24, 25
— —, Applying, 23
— —, compared with Hand Work, 25
— —, Increased Facility with, 23, 25
— —, Sizes of, 24
— —, Wetting, 23
— —, Woodiness with, 26
Transferring Drawings, 103, 104, 110
Tulip Wood Graining, 89
Vandyke Brown, 38
Varnish for Marbling, 137
—, Removing, 113
—, used in Spirit Colour, 52
—, Utensils, Cleaning, 128
Varnishing, Flat, 101
— Furniture, 94
Vermilion, 36
Wainscot, Oak Graining, 51
Walnut, American (see America, Walnut)
—, Glazing, 78
— — Colour, 77
— — on Door, 84
— Grounds, 77
—, Italian (see Italian Walnut)
—, Knots in, 78
—, Mottling, 77
— Oil Stain, 99
—, Overgraining, 78
—, Stained Imitation of, 101
Water Graining, 29
— —, Ground for, 30
White-lead in Colours and Grounds, 31
—, Manufacture, 36
Whiting Ground for Furniture, 95
Woodiness of Graining, 10
Woods, Fillings for, 127
Yellow, Naples, 125
Yew Wood Graining, 90
Zinc White, 36
Printed by Cassell & Company, Limited, Ludgate Hill, London E.C.
Obvious printing errors have been corrected. Inconsistencies in hyphenation and spelling have been preserved.
Figures have been moved from their original locations in order to optimize the eBook layout.
[The end of Practical Graining and Marbling by Paul N. Hasluck]